The Top 4 Pumps Found in the Chemical Industry

Pumps are crucial to the chemical processes industry, where selecting the right fluid machinery and managing it effectively is essential for achieving desired outputs, maintaining superior quality, and ensuring safety. Chemical transfer in plants includes a variety of fluids like water, acids, caustics, solvents, oil, slurry, and polymers during manufacturing, necessitating the use of diverse chemical industry pumps designed specifically for chemical transfer and various applications. This article will introduce four commonly used industrial chemical pumps, discussing their design, construction, and practical uses.
Why are Pumps used in Chemical Industries?
A chemical pump can serve several purposes in a chemical plant. Some of the key applications are:
- Chemical Transfer
- To circulate fluids within a process
- Maintain right pressure
- Carry liquids to equipment
- Control the flow of fluids
Pumping Abrasive and Corrosive Chemicals
Safety is paramount in industries that use highly corrosive liquids, such as Sulphuric acid, which are essential for manufacturing products like fertilizers or adjusting pH levels in chemical reactions, posing significant risks including severe skin and tissue damage. Hydrochloric acid, frequently used for pH balancing in industrial settings, is particularly hazardous and can cause respiratory failure and severe eye injuries. Similarly, concentrated alkalis like sodium, calcium, and potassium hydroxides are extremely corrosive and demand careful handling to avoid accidents.
The selection of chemical pumps in industrial environments must prioritize fluid containment and minimize leakage risks. Pump seals are crucial yet susceptible to corrosion by chemicals, meaning a chemical pump must be designed to handle these hazardous materials effectively.
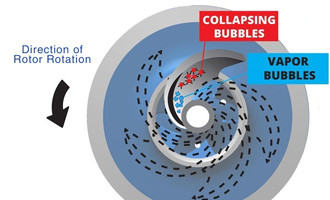
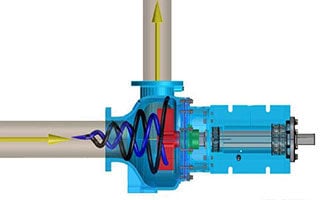
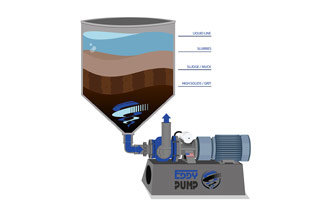
Abrasive mixtures present another challenge in chemical processing, as solid particulates cause wear and tear on pump internals, reducing performance and flow rate. Erosion and pitting, particularly in the chemical pump impeller, can exacerbate issues with corrosion during chemical transfer. The EDDY Pump, with its recessed impeller design, is engineered to resist such damage, exhibiting reliability in industrial applications.
High Pressure Chemical Pumps
Using well engineered chemical pumps helps with efficiently delivering, transporting and dispensing chemicals. The most frequently used chemical pumps are centrifuge transfer pumps moving fluid by creating a vacuum using a motor and rotating impeller; Magnetic Drive Pumps, which use rotating magnetic circuits to rotate the impeller; Positive displacement pumps which use rotary reciprocating or diaphragms to maximize flow rate.
Top 4 Pumps Mostly Used in Chemical Transfer
In a chemical factory, you’ll find pumps tailored to specific chemical transfer applications and materials, constructed from iron, stainless steel, brass, aluminum, or HDPE. These pumps are powered by electric motors, pneumatic systems, or petrol/diesel engines. However, four main types dominate: centrifugal, positive displacement, diaphragm, and reciprocating pumps.
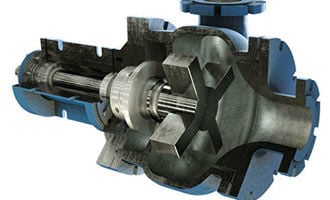
Centrifugal Pump
Centrifugal pumps are the most common type in the chemical industry, known for their efficiency in boosting fluid flow rate. They operate on the principle of centrifugal force, converting rotational energy from a motor into kinetic energy in the fluid (which are often alcohols or acids). This is achieved by an impeller that rotates within a casing, creating a force that propels the fluid out of the casing and into the discharge pipe. This type of pump is primarily used to lift liquids to height, but they also maintain proper pressure and flow in horizontal pipelines.

Centrifugal Pumps Used in the Chemical Industry
Centrifugal pumps are ideal for high flow rates and low to medium head applications. Based on the number of impellers, centrifugal pumps can be classified into three major types:
- Single stage pumps
- Two-stage pumps
- Multi-stage pumps
Centrifugal pumps are used in a variety of industrial applications, such as
-
Pumping liquids, flammable fluids, chemicals
-
Pumping corrosive fluids & Viscous Fluids
-
Pumping mud, fly ash and slurry
Positive Displacement Pump
Positive displacement pumps are vital in industrial processes (including farming), trapping a fixed amount of fluid and forcing it into the discharge pipe, designed for low flow rates and high head applications. They outperform standard centrifugal pumps in handling a range of high-viscosity fluids and delivering high pressures. Additionally, their ability to move low vapor pressure fluids, which flow slowly and resist more, showcases their versatility across various applications.

Positive Displacement Pump in Chemical Industry
Positive displacement pumps come in two types:
Reciprocating pumps: They utilize a piston-cylinder device and a slider crank mechanism, are commonly used in high-pressure applications like dispensing chemicals into reactor vessels. High temperatures may require viton seals, as opposed to epdm seals, which handle cold temperatures easily.
Rotary pumps: Rotary pumps, on the other hand, use a standard rotating impeller to move the fluid. They are commonly used as transfer pumps for low to medium flow rates and are ideal for transferring viscous fluids. These types of rotary pumps include a variety available for purchase from Eddy Pump (now in stock) including a gear pump, screw pump, and rotary vane pump.
This type of pump is used in several cases:
-
For metering and dosing
-
To pump high-viscosity & abrasive fluids like melted polymer
-
Pumping high-pressure and high-temperature fluids

Diaphragm Pump Used in the Chemical Industry
Diaphragm Pump
This is a type of positive displacement pump, utilizing a flexible diaphragm that moves back and forth to create suction and discharge actions, effectively handling liquids or liquid-gas mixtures. The diaphragm separates the fluid from the pump mechanism, making it suitable for pumping corrosive or abrasive fluids. Available in both plastic and metal (often stainless steel), plastic diaphragm pumps are particularly compatible with fluids that might react with metal components, thereby enhancing performance and longevity of the product.
A diaphragm pump is used in several cases:
- Chemical transfer
- Dosing and metering where accuracy and precise delivery of chemicals is required.
- Chemical feed systems
- Slurry pumping
- Solvent recovery
- Metering of pigments and dyes
Turbine Pump
Turbine pumps, featuring turbine-like impellers with radially oriented teeth, efficiently move liquids, blending the versatility of centrifugal pumps with the high discharge pressures of positive displacement pumps. Yet, they’re unsuitable for transporting solids-containing liquids. While numerous chemical pumps in the market excel in most conditions, many struggle with highly corrosive, abrasive fluids, or slurries. Nonetheless, four types of chemical pumps suffice for most chemical industry needs.

Turbine Pump Used in the Chemical Industry
There are varieties of pumps in the market that fall within these categories and perform admirably under most circumstances. However, many of them also have serious limitations when it comes to handling highly corrosive or abrasive fluids or liquids with high solids content, like slurries. These 4 types of pumps can handle most of the requirements of any chemical industry.
Selection Parameters for Chemical Pumps You Need to Consider
Pump selection in the chemical industry hinges on the liquid’s wide range of properties, such as viscosity, flowability, flammability, corrosiveness, and abrasiveness. Key design parameters like required flow, head, pressure, and volume at discharge are crucial to review, along with the pump’s construction material, which should be compatible with the fluid handled.
The EDDY Pump stands out in the market for its exceptional value product when compared to conventional chemical pumps. It offers a range of fluid solutions tailored for every industrial requirement. With its efficient design, high-quality corrosion resistant materials, and robust mechanical viton or EPDM seals, the EDDY Pump ensures superior efficiency, zero leakage, and minimal maintenance needs – designed for true peace of mind, time and time again.
Final Words
In the end, it is evident that no chemical industry can operate without pumps. To choose the right pump for your needs, you need to ask the right questions so you know the different type of pump available and what makes each one different. Centrifugal, positive displacement, diaphragm, and turbine are the most common types of pumps used in chemical companies. Understanding them with accuracy is the first step to choosing the right pump for your process.
For your Slurry pump or dredging equipment application in construction, mining, chemical, oil and gas, pulp and paper, sewage treatment, or marine industries, email Eddy Pump or call us at 619-558-3250. You can also request a free sales quote.
FAQs about Chemical Industry Pumps
FAQ 1: What are the benefits of using positive displacement pumps in the chemical industry?
Positive displacement pumps offer several benefits in any chemical industry. These are highly efficient and can maintain a consistent flow rate even when handling high-viscosity fluids. Also, these types of pumps are designed to handle a wide range of liquids, including abrasive and viscous fluids. Another major advantage is these are self-priming pumps as these do not need any external priming to start. Low maintenance is another added advantage of this model.
FAQ 2: What types of pumps are commonly used in the chemical industry?
There are four major types of pumps that are widely used in chemical industries.
- Centrifugal pumps
- Positive displacement pumps
- Diaphragm pumps
- Turbine pumps
FAQ 3: What materials are chemical industry pumps typically made from?
As industrial chemical pumps need to handle fluids of different natures, there are several types of materials of construction. Some major materials are Stainless Steel, Brass, Cast iron, aluminum, rubber, ceramic and special plastic such as polypropylene or HDPE
FAQ 4: What factors should be considered when selecting a chemical industry pump?
The primary thing is to check the design parameters like flow rate, required head, pressure, and volume. It is also important to consider the characteristics of the liquid to be handled selecting the pump, like viscosity, flow rate, combustibility, corrosiveness, abrasiveness, and hazard level, while choosing a pump.
Materials used to manufacture pumps must be chosen with consideration for the qualities of the liquid being pumped. In the chemical sector, corrosion is a key concern, so pumps are built from materials that are compatible with the chemicals being pumped.
FAQ 5: What are chemical industry pumps used for?
Pumps are used in many different ways across the chemical industry. Some of the common applications are
- Chemical transfer
- Metering and dosing
- Mixing and agitation
- Slurry pumping
- Solvent recovery
- High-pressure applications
Order or Get Selection Help
Related Products
HD (Heavy Duty) Slurry Pumps
Why EDDY Pumps Are Better – Highlights

This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.
Why EDDY Pumps Are Better - Highlights
This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.