This Article Includes
- Bagasse Fly Ash Displacement
- Methods for Bagasse & Fly Ash Transfer
- Benefits of Fly Ash
- Molasses and Massecuite
- Sugar Cane Pulp/Paper Production
")
Bagasse Fly Ash Displacement
What is Bagasse Fly Ash?
Bagasse, the term applied to discarded fibers of sugar cane after extracting cane juice, is environmentally problematic with this residue material representing a waste by-product around 30% by volume of the total of sugar cane material presented for processing.
In terms of world production, approximately 1.9 billion tonnes of sugar cane are grown and processed annually creating nearly 600 million tonnes of bagasse with a moisture content between 40% and 50%. Generally, bagasse is stockpiled for between 2 and 12 months to allow decomposition and some drying, after which it might be transferred to a paper pulp process, or on reaching an optimum dryness, approximately, 3%-5% moisture content, maybe burned for the production of steam necessary for other facets of the sugar processing cycle. The ash that results from this burning of materials is termed Fly-ash.

Methods for Bagasse & Fly Ash Transfer
Most sugar mill administrations have their own methods for transfer of bagasse waste for either paper pulp production or to stockpile the material for later use in a steam boiler furnace. There are two major environmentally friendly uses of this waste material; production of paper from bagasse, often undertaken in close proximity to the sugar mill and easily transported using various solutions and dried bagasse for steam production at the sugar factory, which may be selectively loaded by heavy equipment such as a grab or wheel loader or other means.
On burning the dry bagasse at the sugar factory, it decomposes into a different by-product called Fly-ash reducing to about 1%-4% of its original weight at a density of approximately 1800kg per cubic meter. In a global sense, approximately 24 million tonnes of bagasse fly ash are produced annually.
With a direct relationship between the amount of sugar cane processed and fly ash produced, Brazil, the major sugar producing country accounts for almost 40% of global sugar cane and fly ash production followed by India, China, and Thailand which have a combined output of nearly 30% of global production. Consequently, the combined fly ash output of these four countries together, account for almost 70% of bagasse production and 17 million tonnes of fly ash annually.
Benefits of Fly Ash
A major benefit of fly ash, due to its nutrient and chemical composition is derived when it is combined with “mill mud” another by-product of the sugar manufacturing process, returning it to the cane fields where it ameliorates the soil and becomes a partial substitute for other commercially available fertilizers. Mill mud is highly viscous and can be difficult to pump using traditional centrifugal pumps. Utilizing a high powered slurry pump such as the EDDY Pump for transferring mill mud can greatly enhance the operation by being able to pump a higher solids content more efficiently.
In many countries, sugar mill administrations welcome the opportunity to re-distribute the combined mill mud and fly ash, termed filter press, to reduce their respective stockpiles. Up to 60% of transport and distribution costs are subsidized by the sugar mill administrations to those sugar cane farmers supplying a particular mill with sugar cane for this reason. Several attempts have been made to simplify transport logistics of transport and spreading of filter press including pelletizing etc., but with little success to date.

Another use of fly ash is the partial replacement of pozzolanic additives to cement production. Fly ash has been found to positively affect curing temperatures and dehydration in the Portland cement process, ultimately assisting curing strength and duration.
Its use in cement production recycles an otherwise redundant sugar processing by-product and is distinctly advantageous due to its silica content, being almost 400% higher in this important constituent than cement, half the density and somewhat similar in cost.
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
Sugar Cane Pulp/Paper Production
Bagasse pulp, often used as a raw material to manufacture paper has many advantages over wood pulp, however some disadvantages, although not insurmountable, are present.
Firstly, from an economic standpoint, the pulp and paper industry, valued at approximately $200 billion dollars in 2009, was supported by production from bagasse pulp with a contribution to an extent of 2-5%, although this is expected to increase to around 50% by 2035 due to projected economic growth in developing economies while some temperance will be experienced by a global reduction in newsprint needs. All four paper categories including cardboard and packing, printing and writing, photocopy, tissue paper, and newsprint are able to be produced using sugar cane bagasse, however, by 2009 only 30 sugar-producing countries were producing paper pulp from bagasse.
How Paper is Made From Sugar Cane
In all paper manufacture, pulp, either wood or bagasse based is reduced to a solution after several cycles of bleaching and combination with an array of chemicals sprayed on a moving mat at a steady rate. The water content of the solution is allowed to drain, leaving the pulp to form a continuous mat of paper. The pith content of bagasse presents a distinct problem in that it tends to block the drain holes, consequently preventing the drainage of water from the mat, raising the moisture content above manufacturing limits.
Individual “depithing” processes have been devised to “hammer” and open up the bagasse, separating up to 30% of the smallest pith fibers, likely to block the holes in the drainage mat, even so, the travel speed of the mat is significantly reduced to allow additional drainage time. It has also been found that stockpiling wet bagasse between 2 months and 12 months helps loosen the pith fibers during decomposition assisting the “depithing” process and at that stage is usually re-hydrated to between 48% and 50% before initializing the paper pulp process.
Even considering these drawbacks, bagasse is still more cost efficient than wood pulp for paper manufacture.
Initializing paper manufacture with the pith removed, the bagasse undergoes a series of processes to chemically prepare it for paper pulp even with a reduced throughput on the drain mat table.
The bagasse paper industry is currently undergoing a degree of self-examination with the proximity of raw material situated far from paper manufacturing locations. Compounding this dilemma is the cyclical production of bagasse and the projected loss of raw combustible material currently used for the production of steam, in the sugar manufacturing process. However, a lack of available wood fibers from conventional forest-based sources may redirect the discussion to the procurement of bagasse as a valid replacement.

Molasses and Massecuite
The viscosity of Molasses may vary considerably depending on the sucrose content, purity percentage and other factors. A typical “Blackstrap” molasses may reach a viscosity somewhere between 5,000 to 10,000 Centipoises compared to water at between 1 to 5 Centipoise at 20°C. Some Molasses consistencies may even reach 20,000 Centipoises and this large variation is thought to be present due to the shear plane properties of the molasses liquid.
The viscosity of SAE 30 Motor oil, by comparison, is around 250, honey around 3,000 while tomato paste or peanut butter might reach 200,000 Centipoise.
Molasses being derived from the extraction of sugar (either cane or beet) may also be used as a cooking additive or mixed with stock feed to provide additional sustenance of grain foods to livestock. It is also used in the production of rum and other products. Consequently, equipment used to transfer molasses during the production cycle will likely require food grade classification and FDA approval.
When molasses is produced it may also begin to ferment quite readily unless Sulphur is added which effectively slows down this process. Consequently, this additive along with several other impurities in the molasses may have a negative impact on equipment requiring special sealing arrangements to protect the mechanical elements within pumps and other equipment.
Equipment typically used for transfer of molasses maybe either gear pump design for accurate flow metering or a revolving screw type also offering positive displacement. The EDDY Pump developed process pump is designed for handling high viscosity liquids and can be used in the initial stages of molasses production to help facilitate the transfer of material for further processing.
On completion of the pumping cycle, or if a break in anticipated throughput of molasses occurs, it will be necessary to flush the pump and associated pipework with hot water to ensure no molasses residue remains behind to corrode the pump impeller, body or sealing arrangement which can lead to costly repairs.
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
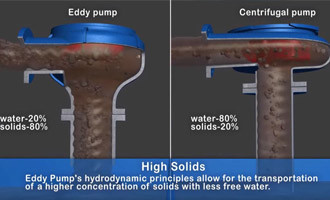
We Pump Solids
Not Water
See The EDDY Pump Benefits When Compared to a Centrifugal Pump
HD (Heavy Duty) Slurry Pumps / Dredge Equipment
Related Products
For assistance Call 619-404-1916 and let us help match your project
with the right pump.