What You Need to Know About Submersible Pumps
Learn about how submersible pumps are deployed along with the optimal pumping applications which utilize submersible water pumps. Browse Our PumpsContact Us For Fast QuoteThe major difference between a submersible pump and any other type of pump is that a submersible pump is completely submerged in the liquid that it is required to pump. These pumps can be used in many different pumping applications. They also have their advantages and disadvantages, which must be taken into consideration when making a selection. The Eddy Pump Corporation is a premier industrial pump manufacturer. EDDY submersible pumps have a unique design which makes them superior for submersible applications.
This article includes:
- What is a Submersible Pump?
- Advantages and Disadvantages of Submersible Pumps
- Submersible Pump Applications
- Types of Submersible Pumps
- Key Considerations for Submersible Pump Selection
- How often do Submersible Pumps Require Servicing/Maintenance?
- Frequently Asked Questions (FAQs) about Submersible Pumps
- Submersible Sump and Slurry Pumps
- Conclusion


What is a Submersible Pump?
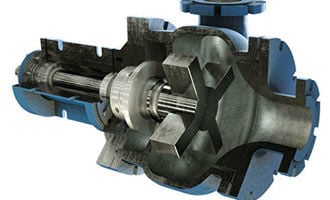
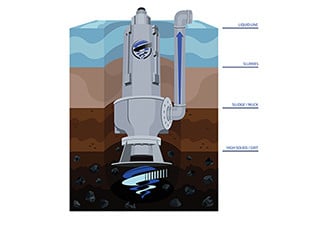
As the name suggests, a submersible pump is designed to work with the entire assembly, consisting of pump and motor, fully submerged in the liquid or medium to be processed. This type of pump has a hermetically sealed motor which is close-coupled to the pump body. The water-tight enclosure around the motor is usually filled with oil to protect it from damage by preventing the entry of any liquid which may cause a short circuit.
When a pump is submerged there is positive fluid pressure at the inlet. This condition can create greater efficiency due to less energy required to move the fluid through the liquid path of the pump
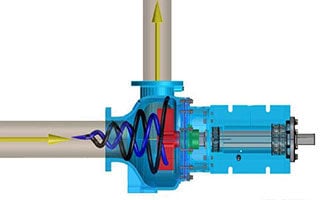
A submersible pump operates by pushing, as opposed to drawing, liquid during the pumping process. This is extremely efficient because the pump uses the head of liquid in which it is submerged to operate and no energy is spent in drawing the liquid into the pump. A positive effect from the pump being submerged is that the motor is cooled by the liquid around it, preventing overheating.
Many submersible pumps in the oil and gas industry operate according to the Electric Submersible Pumping (ESP) principle. This is a cost-effective method of lifting large volumes of fluids from deep wells. The motors used in an ESP system are designed to operate under high temperatures and pressures. They require special electricity cables and can be expensive to run.

Advantages and Disadvantages of Submersible Pumps
The submersible pump offers several major advantages over other types of pumps:
Priming: They don’t have to be primed. They are self-priming because they operate below the surface of the fluid being pumped.
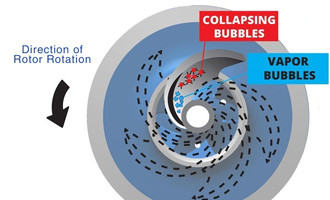
Cavitation: Because they are fully submerged, submersible pumps are not prone to cavitation. This can be a problem with centrifugal pumps and other types of positive displacement pumps.
Efficiency: When a pump is submerged there is positive fluid pressure at the pump’s inlet. This condition can increase efficiency due to less energy required to move fluid through the liquid path of the pump.
Noise: Being submerged, these pumps are very quiet when in use.
There are also some disadvantages to contend with:
Accessibility: Submersible water pumps are often not easily accessible for routine inspection or maintenance, especially in deep well applications. This makes it difficult to perform preventative maintenance and in many situations pumps are left to run until they break down and need to be replaced.
Corrosion: Prolonged exposure to a liquid of any sort will lead to corrosion. Submersible pumps are often used to handle liquids that are corrosive and abrasive. Seals are especially prone to corrosion, which leads to leaks and damage to the motor. To counteract corrosion these pumps need to be made of corrosion-resistant material, which can make them more expensive than other types of pumps of the same capacity.
Wherever possible, submersible pumps should be inspected as often as possible when in use. In this way, any necessary repairs can be carried out to prolong the ideal life of the pump.
Submersible Pump Applications
Submersible pumps are generally very reliable and able to operate well in harsh conditions. They are made with robust iron castings and protected against corrosion with coated epoxy.
These are some of the main applications for these pumps:
Wastewater: Submersible pumps are widely used in the grit and wastewater industry. They are often used in pump and lift stations because they are compact and are less costly to install than other pumps.
Sewage treatment: This application requires submersible pumps, such as grinder pumps, that can transport solid material without obstruction from pump inlet to discharge. These pumps often reduce sewage material to particles for easier handling and downstream treatment.
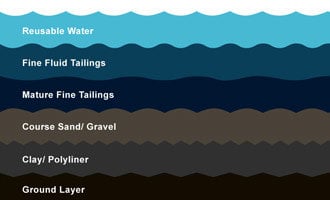
Sump pumping: Submersible pumps are often used to remove water that has accumulated in a low-lying area or pit where water can collect. An example is removing tailings ponds from mining operations or removing water from the basement of a building due to flooding.
Dredging: Port authorities choose these units to dredge harbors. They have to be specially designed to handle liquids with high solid content.
Wells: Water wells and boreholes employ these pumps to lift water to the surface. The oil and gas industry uses ESP submersible pumps extensively to lift oil to the surface from deep wells.
Mining: Mines use ESP submersible pumps that are designed differently from those used in the oil and gas industry. They have to contend with severe conditions because mine water is highly acidic and carries suspended solids.
Oil and Gas: Many submersible pumps in the oil and gas industry operate according to the Electric Submersible Pumping (ESP) principle. This is a cost-effective method of lifting large volumes of fluids from deep wells. The motors used in an ESP system are designed to operate under high temperatures and pressures. They require special electricity cables and can be expensive to run.
Types of Submersible Pumps
There are different types of submersible pumps, each serving specific purposes. These are used in tanks, wells, and more. Here are the main classes of pumps.
Water Pumps: Water pumps, specifically submersible water pumps, are designed to effectively circulate water without large particles or contaminants. These pumps are highly versatile and can be employed in various applications, including drainage systems, pools, utilities, and more. With their efficient operation, they provide an effective solution for transferring water from one location to another.
Whether it’s emptying a flooded area or circulating water in a pool, submersible water pumps offer a reliable and efficient choice for handling water-related tasks.
Borehole Pumps: Borehole pumps are specialized to extract water from deep underground sources. These pumps are specifically engineered to operate in boreholes, which are narrow, deep wells drilled into the Earth’s surface.
These pumps come equipped with the powerful motors and hydraulic systems, which allow them to effectively draw water from deepr levels, and deliver it to the surface. This technology is crucial for various applications, including agriculture, industrial processes, and more.
Oil Filled Pumps: Commonly found in the agriculture sector, oil filled pumps are primarily used for lifting and delivering the water from wells. These submersible pumps are equipped with motors that are cooled by the surrounding oil.
The inclusion of oil in these pumps is essential for cooling the motors, preventing overheating. Additionally, the oil-filled design enables their operation in colder environments, as the oil does not freeze easily.
Stainless Steel Submersible Pumps: Stainless steel submersible pumps are highly durable and corrosion-resistant devices designed for submerged applications. Since they are made from stainless steel, they offer not only enhanced aesthetics but also better functionality compared to cast iron pumps.
The stainless steel construction grants them high resistance to corrosion, particularly against acidic substances. This makes stainless steel pumps highly suitable for applications where exposure to corrosive liquids is common.
Submersible Utility Pumps: These pumps work efficiently for a wide range of applications. They are built to work underwater, allowing for effective pumping of water, fluids, or even solids. With their compact and portable design, submersible utility pumps are commonly used for tasks such as draining flooded areas, emptying pools or hot tubs, removing standing water, and transferring liquids between containers.
Submersible utility pumps are commonly utilized in residential construction sites and emergency situations where rapid water extraction is required. Offering convenience and reliability, these pumps play a vital role in maintaining a dry and safe environment.
Booster Pumps: True to their purpose, booster pumps play a vital role in overcoming low water flow or pressure and increasing max flow rate in systems and industrial facilities. They are adept at transferring water from natural sources or storage tanks for both domestic and commercial applications.
A home that does not receive appropriate pressure reading from the city water supply will require a pump to boost the low pressure of the water flow. To bring water to the top floors of a hotel, for example, the use of a huge commercial booster pump is required.
High-temperature Submersible Pump: High-temperature submersible pumps, as their name suggests, handle liquids or fluids at elevated temperatures. These pumps specifically operate in environments where the liquid being pumped exceeds the temperature limits of standard submersible pumps.
Submersible Irrigation Pump: Submersible Irrigation pumps are the types of pumps that are most commonly used in the agriculture sector, often in ponds. Many choose these high gpm pumps to ensure reliable delivery of water to crops or fields. Their high max flow rate can seamlessly lift water from significant depths under the ground.
Bladder Pumps: Bladder pumps provide an effective solution in situations where low flow rates and high-integrity samples are required, and peristaltic pumping is not feasible. These systems utilize a submersible stainless steel pump combined with a controller/compressor on the well surface. By applying controlled air pressure, bladder pumps direct water samples to the surface.
Grinder Pumps: Grinder pumps are specifically designed to handle raw sewage and solid waste materials efficiently. These pumps incorporate cutting blades to break down solids before pumping the waste. Functioning similarly to a household garbage disposal, grinder pumps grind solid waste and tough materials into a fine slurry, which is then transferred into the sewer system at a high gpm max flow rate.
Deep Well Pumps: As the name suggests itself, deep pumps are designed to attract water from deep underground sources such as wells or boreholes. These pumps work by submerging in the water, which allows them to push water to the surface for various applications. Engineers choose these units for a wide range of activities, including performing municipal applications.
Dry Pit Pumps: Dry pit submersible pumps are a type of industrial submersible water pumps initially developed for applications where the pump unit operates while submerged in liquid. However, their versatility has led to their utilization in dry well stations as well, where the wet well and the dry pump chamber are distinct and separate entities.
Submersible Sewage Pumps: The primary use of industrial submersible sewage pumps is to control wastewater. These pumps transport water and sewage from a septic tank or treatment facility to a secondary destination, such as another treatment system or drain field. These pumps play a crucial role in wastewater management and are essential in ensuring the proper flow and disposal of sewage.
Sump Pumps: Next on the list, Sump Pumps prevent flooding and water accumulation in basements or crawl spaces. The primary function of these pumps is to mitigate the risk of water damage caused by excess groundwater, heavy rain, or other sources of water accumulation. Thus, their most common use is in basements and areas where there are higher chances of floods.
Dewatering pumps: Dewatering pumps are used to get rid of water from places that are flooded and don’t have a proper drainage system. They are commonly used in ponds, agricultural fields and construction sites to remove standing water and prevent damage.
These pumps are designed to submerge underwater and pump out the excess water, directing it to drainage pits or tanks for removal from the site. Dewatering pumps are essential in keeping areas dry and preventing water-related issues in various industries.
Multistage Submersible Pump: A multistage submersible pump is a versatile solution designed to handle both water and slurry applications. With its specialized design, it can efficiently pump and circulate a mixture of liquids and solids.
Whether you need to move water or handle challenging slurry substances, this pump provides reliable performance and durability, making it suitable for various industrial and agricultural applications. Its multi-stage configuration ensures high pressure and efficient pumping capabilities, which makes it an ideal choice for demanding environments.
Key Considerations for Submersible Pump Selection
While selecting an industrial submersible pump, there are several factors you should take into account. These factors play a crucial role in ensuring that the pump you choose is the right fit for your specific needs.
Here are some important considerations:
Continuous duty or Intermittent Duty: First thing first, find out what you need. Is it continuous duty versus intermittent duty? Continuous duty motors run non-stop without impacting the motor’s life as it’s designed to work that way. On the flip side, intermittent-duty-rated motors are designed to work for a short time and require to be cooled down to ambient temperature.
When it comes to dewatering applications or industrial processes that involve extended operation periods, it is advisable to select an industrial submersible water pump equipped with a continuous-duty motor with a reasonable GPM capacity. To work on the small sump applications or tank fill applications, it is often sufficient to opt for a less expensive pump equipped with an intermittent-duty motor.
Pump Capacity: Determine the required flow rate and head (vertical lift) that the pump needs to handle. The flow rate refers to the liquid volume, which needs to be moved within a given timeframe, generally measured in gallons (gallons per minute, or GPM). Decide on a max flow rate considering multiple factors such as the volume of liquid to be pumped per minute and the transport distance required.
Pump Type: Consider the type of industrial submersible water pump that suits your application. There are various types available, including dewatering pumps, submersible sewage pumps, and well pumps, each designed for specific purposes.
Selecting the right pump type ensures efficient and reliable operation, minimizing the risk of clogging or damage, and maximizing the pump’s lifespan.
Type of Fluid / Level of Solids Handling : If the pumped liquid contains solid particles, consider the pump’s ability to handle solids. Look for features like vortex impellers or grinder systems, or agitator based designs, and hard impeller material depending on the nature and size of the solids present. Clean water is particle-free and hence you can use standard pumps made of cast iron.
These features mitigate the risk of clogging, reduce maintenance needs, and optimize the overall performance and longevity of the pump in applications where solids are present.
Submersible Depth: When selecting a submersible pump, it is crucial to determine the maximum submersion depth that the pump will be subjected to. This depth refers to how far below the liquid surface the pump will be placed. It is important to choose a pump that is suitable for the intended depth and has the necessary sealing mechanisms to prevent water ingress.
Submersible pumps are designed to operate underwater, but they have specific depth limitations. It is essential to check the manufacturer’s specifications to ensure that the selected pump is rated for the intended submersion depth.
Pump Power: Power plays a crucial role in pump selection, as different pumps provide varying levels of pressure and GPM to handle fluids with different viscosities or transport them over longer distances.
Some pumps are specifically designed to handle thicker or more viscous fluids, requiring higher pressure to move them effectively. Additionally, pumps with greater power capabilities are often preferred when the fluid needs to be transported over extended distances.
Reliability and Maintenance: Lastly, you should also consider the pump’s reliability, reputation of the manufacturer, and availability of spare parts to ship. Look for pumps that are easy to maintain and service, as regular maintenance is essential for optimal performance and longevity.
How often do Submersible Pumps Require Servicing/Maintenance?
Generally, submersible pumps should undergo regular maintenance checks at least once a year to ensure optimal performance as well as to prevent potential issues. This is because conventional submersible pump motor windings get damaged frequently due to dry runs and water leakage through a mechanical seal /cable gland seal, and foreign particles get stuck in pump & impeller. If you are experiencing any kind of problem with your submersible pump, or if you think it has been a long time since you had it serviced, you can simply look for “submersible pump repair service near me” to find local professionals or feel free to ship the pump out to us.
Regular maintenance by qualified technicians can help prolong the lifespan of the pump and ensure its efficient operation.
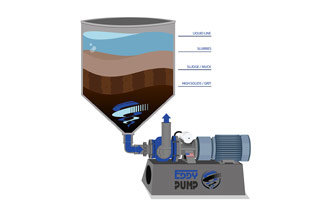
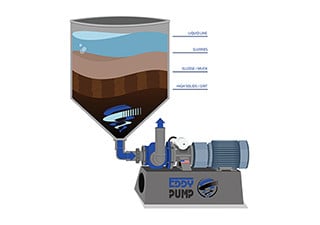
Submersible Sump & Slurry Pumps



Conclusion
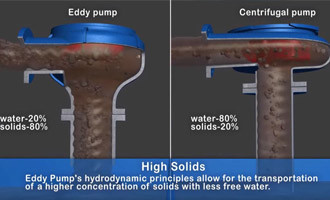
Submersible pumps have a wide range of ratings for capacity, GPM, pumping speed and energy use. Some of them can be used interchangeably for a variety of applications when pumping thin liquids. More viscous liquids and pumping applications at greater depths require stronger pumps that are designed to enable them to function properly.
Liquids with a high solid content, corrosive and abrasive fluids pose a particular problem, as do liquids containing solid material that can cause damage to a pump. Each application poses its own challenges. To ensure you have the right pump for your application, contact a leading submersible pump manufacturer to discuss your needs.

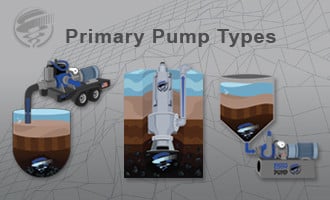
Pump Deployment Options
Flooded Suction Pumps
With flooded suction pumps, the fluid to be pumped is positioned above the pump. With the pump positioned below, gravity can feed the fluid into the suction of the pump and keep the pump primed.
Submersible Pumps
Pumps that are completely submerged in the liquid are called submersible pumps. By being submerged in the fluid to be pumped, there is no need for priming.

Self-Priming Pumps
With a self-priming unit, the pump and power unit are not submerged. The suction hose goes into the slurry and the unit acts like a super-sized wet dry vacuum. Can be trailer mounted for added mobility.
Related Products
HD (Heavy Duty) Slurry Pumps
Why EDDY Pumps Are Better – Highlights

This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.
Order or Get Selection Help
SUBMERSIBLE PUMP FAQs
Submersible pumps are the ones that operate underwater, whereas normal pumps operate outside the fluid source. Moreover, submersible pumps are sealed units submerged in the fluid, while normal pumps draw fluid from above and push it through pipes.
What is the lifespan of a submersible well pump?
On average, a well-maintained submersible well pump can last anywhere from 10 to 25 years. However, it’s important to note that some pumps may last longer or shorter depending on the specific circumstances.
Do submersible pumps require high maintenance?
Just like any machine, submersible pumps also require maintenance in periodic intervals. However, the frequency of maintenance of modern submersibles are much lower. But, with time, they need attention. It includes periodic inspections, checking for any signs of wear or damage, cleaning or replacing filters, etc. Doing maintenance and repair works yourself is not recommended, especially if you do not have relevant experience. For longer life of the pumps and your safety, ensure you choose a reliable service company. Always prefer getting the repairs done from the manufacturer, or service agents authorized by the manufacturer.
What is the maximum temperature a submersible pump can handle?
The maximum temperature a submersible pump can handle can range from approximately 40 to 120 degrees Celsius. However, it varies depending on the specific model and manufacturer.
Can submersible pumps be used in sewage systems?
Yes, they can be used in sewage systems. In fact, submersible pumps are preferably used for this purpose. They are specifically designed to handle wastewater transportation, including solids and other waste materials, from septic tanks, treatment facilities, etc.
What is the typical cost of a submersible pump?
As per Forbes, the average cost for replacing or installing a new well pump generally ranges between $1,000 and $2,750. The national average cost is approximately $1,750.
Can a submersible pump be repaired if it breaks down?
Yes, they can often be repaired if they break down. But, for that, you need to have adequate knowledge on submersible pumps. If you lack knowledge and experience, you should consider searching for “industrial pumps near me” on the web. Take your time to carefully evaluate and compare the options available to choose a reputable and reliable submersible pump repair shop.
How much horsepower is needed for a submersible pump?
For small-scale use, submersible pumps typically range from 1/2 HP to 1 HP. However, larger applications may require higher horsepower options, which ranges from 1 HP to several hundred HP, for commercial or industrial purposes.
What is a submersible pump, and how does it work?
A submersible pump is a type of centrifugal pump designed to submerge the fluid it is pumping fully. It operates by converting rotational energy from a motor into kinetic energy, which increases the fluid’s velocity and pressure, allowing it to be pumped to the surface or a desired location.
What are the advantages of using a submersible pump?
Submersible pumps offer several advantages, including efficient operation, quiet performance, space-saving design, and the ability to pump fluids from significant depths. They are also less prone to priming issues than surface pumps and can handle a wide range of fluids, including clean water, wastewater, and abrasive slurries.
What are the different types of submersible pumps available?
Submersible pumps are available in various configurations to suit different applications, including:
- Submersible well pumps
- Submersible sewage pumps
- Submersible slurry pumps
- Submersible dewatering pumps
- Submersible sump pumps
Each type is designed to handle specific fluid types, flow rates, and operating conditions.
How do I choose the right submersible pump for my application?
Selecting the appropriate submersible pump involves considering factors such as fluid type, flow rate requirements, head pressure, operating depth, discharge size, power source, and environmental conditions. Consulting with a pump specialist or engineer can help identify the most suitable pump model for your needs.
What maintenance is required for submersible pumps?
Routine maintenance for submersible pumps typically includes inspection for signs of wear or damage, cleaning intake screens or filters, lubricating bearings (if applicable), checking electrical connections, and testing motor performance. Following manufacturer-recommended maintenance intervals and procedures ensures optimal pump performance and longevity.
Can submersible pumps be used in harsh environments or corrosive fluids?
Yes, submersible pumps are available with construction materials and coatings designed to withstand corrosive environments and handle abrasive or aggressive fluids. Stainless steel, cast iron, and specialized coatings such as epoxy or polyurethane
What are the limitations of submersible pumps?
While submersible pumps offer numerous advantages, they also have limitations, including potential difficulties with access for maintenance and repair, limitations on maximum operating depth, and the risk of overheating if not cooled correctly in specific applications. Additionally, submersible pumps may be more complex to install than surface pumps.
How long do submersible pumps last?
The lifespan of a submersible pump can vary depending on factors such as pump quality, operating conditions, maintenance practices, and environmental factors. Well-maintained pumps typically last 8 to 15 years, but proper maintenance and care are essential for maximizing pump longevity.
Can submersible pumps run continuously?
Submersible pumps are designed for continuous operation and can run for extended periods without overheating or performance issues. However, adhering to manufacturer-recommended duty cycles and maintenance intervals is essential to ensure optimal pump performance and reliability.
What are some typical applications for submersible pumps?
Submersible pumps are used in various applications, including:
- Groundwater extraction for domestic, agricultural, and industrial purposes
- Sewage and wastewater management
- Dewatering of construction sites, mines, and tunnels
- Sump pumping in basements and crawl spaces
- Fountain and pond circulation
- Irrigation and drainage systems
- Oil and gas production and processing
- Flood control and emergency response situations
How many feet is a 1HP submersible Pump?
The pumping depth or maximum lift of a 1HP submersible pump can vary depending on factors such as pump design, impeller size, motor efficiency, and fluid properties. On average, a 1HP submersible pump can typically lift water to a depth of around 100 to 200 feet.
How many HP submersible pumps do I need?
A submersible pump’s horsepower (HP) rating depends on the desired flow rate, total dynamic head (TDH) or lift height, pipe diameter, and system efficiency. Consulting with a pump specialist or using pump sizing calculators can help determine your application’s appropriate HP rating.
How far can a 1 HP submersible pump push water?
The distance or horizontal discharge capability of a 1HP submersible pump depends on factors such as pump design, discharge pipe diameter, fluid viscosity, and system pressure requirements. On average, a 1HP submersible pump can push water horizontally for distances ranging from 100 to 300 feet.
How do I choose the right pump?
Choosing the right pump involves considering factors such as fluid type, flow rate requirements, head pressure, operating depth, discharge size, power source, and environmental conditions. Consulting with a pump specialist or engineer and conducting a thorough assessment of your application needs is essential for selecting the most suitable pump.
What is the life of a submersible pump?
The lifespan of a submersible pump can vary depending on factors such as pump quality, operating conditions, maintenance practices, and environmental factors. Well-maintained pumps can typically last anywhere from 8 to 15 years or more.
What is the average lifespan of a submersible pump?
On average, a well-maintained submersible pump can last 8 to 15 years or more. However, the lifespan may vary depending on pump quality, usage intensity, water quality, and maintenance practices.
Which is better, a submersible pump or a centrifugal pump?
The choice between submersible and centrifugal pumps depends on the application requirements and operating conditions. Submersible pumps are ideal for submerged applications and can handle high lift heights. In contrast, centrifugal pumps are suitable for surface installations and may offer higher flow rates and efficiencies in certain situations
Is a submersible pump suitable for home use?
Yes, submersible pumps are commonly used for various home applications, including domestic water supply, well pumping, sump pumping, fountain and pond circulation, irrigation, and sewage handling. They offer efficient operation, quiet performance, and space-saving design, making them suitable for residential use
What is the best submersible water pump?
The best submersible water pump depends on specific application requirements, flow rate, head pressure, fluid properties, and budget considerations. Consulting with a pump specialist or researching reputable pump brands can help identify the most suitable pump for your needs
What is the difference between 1 HP and 0.5 HP submersible pumps?
The main difference between a 1HP and 0.5HP submersible pump is the horsepower rating, which reflects the motor’s power output. Generally, a 1HP pump can handle higher flow rates and lift heights than a 0.5HP pump. The choice between the two depends on the specific application requirements and desired performance characteristics.
How much do submersible pumps cost?
The cost of a submersible pump can vary depending on factors such as pump type, brand, horsepower, flow rate capacity, construction materials, and additional features. Primary residential submersible pumps may start from a few hundred dollars, while larger, more specialized models for industrial applications can range into several thousand dollars.
Can a submersible pump run 24/7?
Yes, submersible pumps are designed for continuous operation and can run for extended periods without overheating or experiencing performance issues. However, adhering to manufacturer-recommended duty cycles and maintenance intervals is essential to ensure optimal pump performance and reliability.
Why EDDY Pumps Are Better - Highlights
This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.