Drilling Mud Transfer Pump
Drilling mud is the thick, viscous mud used in oil and gas drilling operations. Learn about how this mud is transported and disposed with the use of EDDY Pumps. Oil/Gas and Drilling Pump ApplicationsContact UsBackground on Oil Drilling
The drilling industry has roots dating back to the Han Dynasty in China. Improvements in rig power and equipment design have allowed for many advances in the way crude oil and natural gas are extracted from the ground. Diesel/electric oil drilling rigs can now drill wells more than 4 miles in depth. Drilling fluid, also called drilling mud, is used to help transfer the dirt or drill cuttings from the action of the drilling bit back to the surface for disposal. Drill cuttings can vary in shape and size depending on the formation or design of the drill bit used in the process.
Watch the video below to see how the EDDY Pump outperforms traditional pumps when it comes to high solids and high viscosity materials commonly found on oil rigs.

Solids Control Equipment Used in Drilling Operations
Solids control equipment including shakers, hydro-cyclones, and centrifuges are utilized to clean the drill cuttings from the drilling fluid, which then allows it to be reused and recirculated. The circuit includes the mixing of the drilling fluid in the rig tanks.
The drilling fluid is prepared to control fluid loss to the formation by the addition of chemicals or mineral agents. Commercial barite or other weighting agents are added to control the hydrostatic pressure exuded on the bottom of the well which controls formation pressures preventing fluid or gas intrusion into the wellbore.
The fluid is charged into high-pressure mud pumps which pump the drilling mud down the drill string and out through the bit nozzles cleaning the hole and lubricating the drill bit so the bit can cut efficiently through the formation. The bit is cooled by the fluid and moves up the space between the pipe and the hole which is called the annulus. The fluid imparts a thin, tough layer on the inside of the hole to protect against fluid loss which can cause differential sticking.
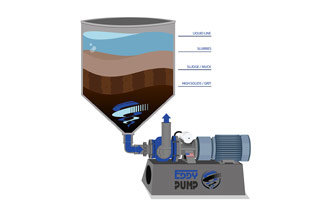
The fluid rises through the blowout preventers and down the flowline to the shale shakers. Shale shakers are equipped with fine screens that separate drill cutting particles as fine as 50-74 microns. Table salt is around 100 microns, so these are fine cuttings that are deposited into the half-round or cuttings catch tank. The drilling fluid is further cleaned with the hydro-cyclones and centrifuges and is pumped back to the mixing area of the mud tanks where the process repeats.
The drill cuttings contain a layer of drilling fluid on the surface of the cuttings. As the size of the drill cuttings gets smaller the surface area expands exponentially which can cause rheological property problems with the fluid. The fluid will dehydrate and may become too thick or viscous to pump so solids control and dilution are important to the entire drilling process.
[/et_pb_text]The Problems Associated With Current Methods of Processing Drill Cuttings
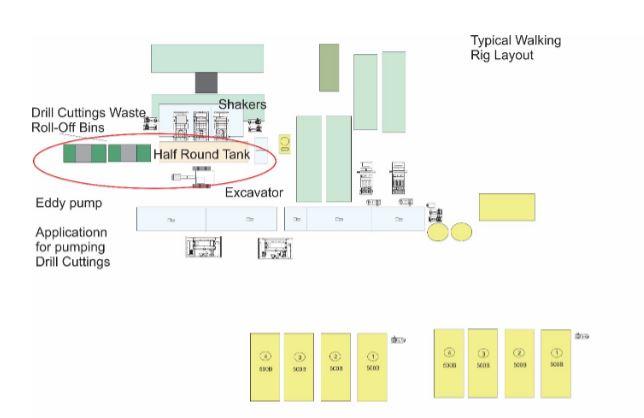
One of the most expensive and troubling issues with drilling operations is the handling, processing, and circulation of drilling mud along with disposing of the unwanted drill cuttings. The drilling cuttings deposited in the half round tank and are typically removed with an excavator that must move the contents of the waste bin or roll-off box. The excavators are usually rented for this duty and the equipment charges can range from $200-300/day. Add in the cost for the day and night manpower and the real cost for a single excavator can be as much as $1800/day.
Using the excavator method explained above, the unloading of 50 barrels of drill cuttings from the half round can take as long as two hours. This task is mostly performed by the solids control technicians. The prime duty for the solids control technicians is to maintain the solids control equipment in good working order. This involves maintenance for the equipment, screen monitoring and changing, centrifuge adjustments, and retort testing to prepare a daily operational summary of the solids control program.
Operating the excavator takes the technician away from these tasks and can lead to poorly performing equipment. Additionally, the excavator has the potential for abuse as some solids control technicians use the climate-controlled cab as a break area or refuge from the elements. Many times, these guys are found asleep on the job.
One solids control company reported the idle time for the excavator can be more than 8 hours for a 24-hour period with 8 hours of operation and 8 hours of shut down time. Fuel and time lost can cause an economic drag on rig operations. And lastly, there have been several accidents on each rig causing a potential for injury, loss of production, and lost revenue as the excavator must be repaired.
Other Drilling Mud & Drill Cuttings Disposal Methods
 Currently, most onshore drilling rigs dispose of drilling mud by mechanically loading the used drilling mud onto trucks via excavator or hire vacuum trucks to come and transport the mud away. Another method of disposal is by mechanically loading the drilling mud into poly-lined ponds until a threshold is met, before being trucked off for permanent disposal. Both these options are expensive and require a lot of manpower. Conventional pumps cannot move the drilling mud due to the high viscosity of up to 1000 cp and specific gravity of up to 1.9. This, along with the occasional large cuttings cause a nightmare for centrifugal pumps. Most pumps cannot even move the material and the ones that can have their impellers and volutes chewed up by the abrasive nature of the drilling mud, greatly shortening the lifespan of the pump which leads to frequent costly pump repairs coupled with unscheduled operational downtime.
Currently, most onshore drilling rigs dispose of drilling mud by mechanically loading the used drilling mud onto trucks via excavator or hire vacuum trucks to come and transport the mud away. Another method of disposal is by mechanically loading the drilling mud into poly-lined ponds until a threshold is met, before being trucked off for permanent disposal. Both these options are expensive and require a lot of manpower. Conventional pumps cannot move the drilling mud due to the high viscosity of up to 1000 cp and specific gravity of up to 1.9. This, along with the occasional large cuttings cause a nightmare for centrifugal pumps. Most pumps cannot even move the material and the ones that can have their impellers and volutes chewed up by the abrasive nature of the drilling mud, greatly shortening the lifespan of the pump which leads to frequent costly pump repairs coupled with unscheduled operational downtime.
Offshore drilling rigs follow a similar process in which the mud is loaded into empty drums and held on the oil platform. When a certain number of filled drums is met, the drums are then loaded onto barges or vessels which take the drilling mud to the shore to unload and dispose of.
The Solution: Drill Cuttings Treatment & Transport Using EDDY Pumps
Oil field drilling operations produce a tremendous volume of drill cuttings that need both removal and management. In most cases, the site managers also need to separate the cuttings from the drilling fluids so they can reuse the fluids. Storing the cuttings provides a free source of stable fill material for finished wells, while other companies choose to send them off to specialty landfills. Regardless of the final destination or use for the cuttings, drilling and dredging operations must have the right high solids slurry pumps to move them for transport, storage, or on-site processing. Exploring the differences in the various drilling fluids, cutting complications, and processing options will reveal why the EDDY Pump is the best fit for the job.
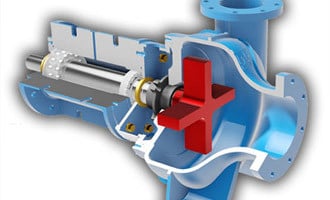
The Eddy Pump is designed to move slurry with solid content as high as 70-80 % depending on the material. This is an ideal application for pumping drill cuttings. Drill cuttings from the primary shakers are typically 50% solids and 50% liquids. The Eddy pump moves these fluids efficiently and because of the large volute chamber and the design of the geometric rotor, there is very little wear on the pump, ensuring long life and greatly reduced maintenance cost for the lifetime of the pump.
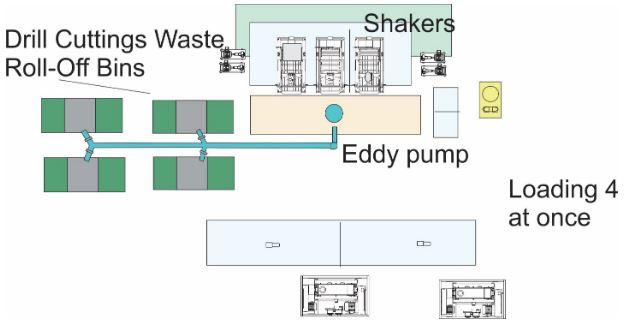
Recirculation lines assure a homogenous blend of the cuttings and residual drilling fluid. The lines are
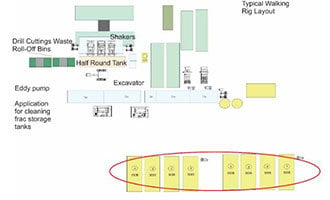
plumbed to sweep the bottom of the collection tank and the pump is recessed into a sump allowing for a relatively clean tank when the solids are removed. The Eddy Pump is sized to load a roll-off box in 10-12 minutes. The benefit is cuttings handling is quicker, easier, safer, and allows for pre-planning loading where the labor of the solids control technician is not monopolized by loading cuttings. Here, in the below image, we’re loading 4 waste roll-off bins which will allow the safe removal of cuttings without fear of the half-round catch tank running over.

Types of Drilling Fluids
Drilling fluids, also known as drilling mud, exhibit varying levels of abrasiveness and high viscosity. The three main types of drilling fluids are:
* Water-based mixtures — mud with the lowest opportunity for reclaim and recycling
* Synthetic drilling fluids — an advanced highly recycled oil blend primarily used on offshore drilling and dredging operations
* Oil-based mud — a standard petroleum mixture featuring plenty of clay and minerals in the forms of barite, lignite, and lime
 Since oil and synthetic-based drilling muds feature a higher lubricity even at high temperatures and viscosity levels, they’re commonly chosen for dredging and drilling procedures with heavy levels of drill cuttings.
Since oil and synthetic-based drilling muds feature a higher lubricity even at high temperatures and viscosity levels, they’re commonly chosen for dredging and drilling procedures with heavy levels of drill cuttings.
Mud cleaning systems such as mud shaker pumps and bentonite slurry pumps move the material over screens and through dryers and centrifuges to retrieve even the finest bits of stone and silt. However, the pump operators must still get the raw slurry to the drill cuttings treatment area with a power main pump. Slurry pumps designed around the power of an Eddy current offer the best performance for transferring cuttings throughout a treatment system.
Treatment Options for Drill Cuttings and Fluids
Options vary depending on whether the company plans to handle drill cuttings treatment on-site or transport the materials to a remote landfill or processing facility. If the plan is to deposit the cuttings in a landfill or a long-term storage container, it’s best to invest in a pump capable of depositing the material directly into transport vehicles. Most dredging operations rely on multiple expensive vacuum trucks, secondary pumps, and extra pieces of equipment.
Using an EDDY Pump will allow a project to eliminate the need for excavators/operators to load drill cuttings, substantially lowering both labor and heavy equipment costs. The EDDY Pump also allows a company to eliminate vacuum trucks once used for cleaning the mud system for displacing fluids. Since the pump transfers muds of all types at constant pressure and velocity throughout a system of practically any size, there’s little need for extra equipment for manual transfer or clean up on the dredge site.
Limitations of the Usual Processing Methods
 Most drill cuttings treatment pumps and processing units that are currently used require a lot of energy and maintenance to handle the viscous and abrasive materials. Even the most cutting edge mud shaker pumps and other alternatives run relatively slow when compared to the EDDY Pump.
Most drill cuttings treatment pumps and processing units that are currently used require a lot of energy and maintenance to handle the viscous and abrasive materials. Even the most cutting edge mud shaker pumps and other alternatives run relatively slow when compared to the EDDY Pump.
The EDDY Pump can fill up a truck in only 10 minutes (compared to an hour) by using a mechanical means such as an excavator. For this reason, most companies can afford one piece of equipment that can replace half a dozen other units.
The EDDY Drilling Mud Transfer Pump
This application for the Eddy Pump has the potential to revolutionize the drilling industry. Moving the excavator out of the “back yard” (the area behind the rig from the living quarters) will make cuttings handling a breeze. Trucking can be easier scheduled during daylight hours saving on overtime and incidences of fatigued driving. Rig-site forklifts can move the roll-off boxes out of the staging area and into the pump loading area. The operator can save money on excavators rental, damages, and keep the technician operating the solids control equipment.
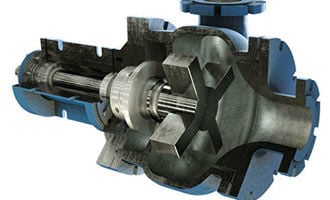
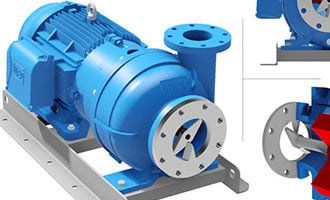
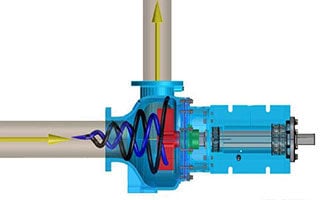
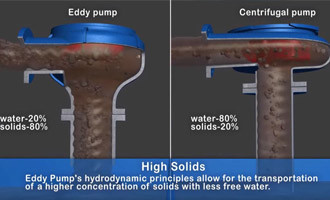
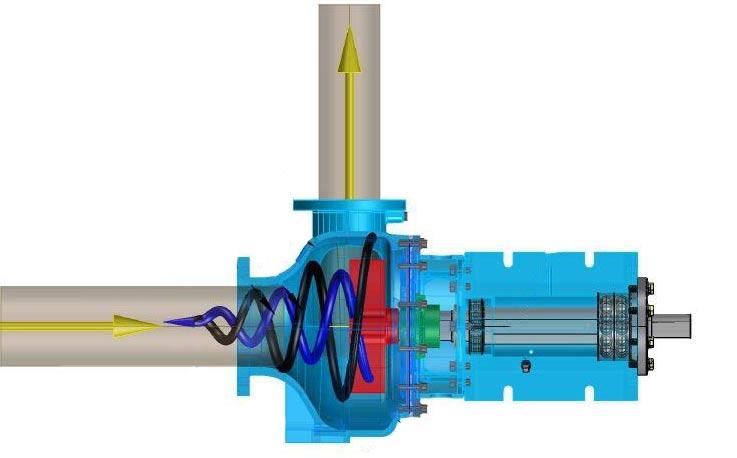
The EDDY Pump is ideal for drilling mud pump applications and can be connected directly onto the drilling rigs to pump the drilling mud at distances over a mile for disposal. This eliminates the need for costly vacuum trucks and also the manpower needed to mechanically move the drilling mud. The reasons why the EDDY Pump is capable of moving the drilling mud is due to the hydrodynamic principle that the pump creates, which is similar to the EDDY current of a tornado. This tornado motion allows for the higher viscosity and specific gravity pumping ability. This along with the large tolerance between the volute and the rotor allows for large objects like rock cuttings to pass through the pump without obstruction. The large tolerance of the EDDY Pump also enables the pump to last many times longer than centrifugal pumps without the need for extended downtime or replacement parts. The EDDY Pump is the lowest total life cycle pump on the market.

Conclusion
For offshore oil rigs, the cost and storage space required for constant accumulation and disposal of drilling mud is a huge problem. Using the EDDY Pump, the drilling mud could be pumped directly into disposal vessels or large tanks, bypassing the need to store the mud on-site. The EDDY Pump could then directly pump the drilling mud from the tanks to the vessels and could even be coupled with another EDDY Pump which can be used to unload mud from the vessels. Over the course of operation, these factors will save heavily on money and labor for both the oil and gas drilling rigs and the mud disposal companies.
Contact us to learn more about the EDDY Pump’s role in handling drill cuttings and other high viscosity slurries. The compact size and patented design save space in dredging pits with limited space, allowing room for more equipment.

Order or Get Selection Help
Let our sales or engineering support team help to find the ideal solution to your drilling mud pumping needs or pump & dredge equipment selection. Call (619) 258-7020
Why EDDY Pumps Are Better – Highlights

This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.
Why EDDY Pumps Are Better - Highlights
This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.