This Article Includes
- Variable Frequency Drives 101
- What is a VFD?
- Why Do I Need a VFD for a Pump?
- How to Choose the Right Pump Motor for a VFD
https://eddypump.com/applications/
")
Variable Frequency Drives 101
High-performance slurry and sludge pumps based on EDDY Pump’s fluid dynamic technology are an ideal solution for dealing with the thickest and most difficult materials such as mud, sludge, slurry. However, they can still be limited in operational speed by the alternating current (AC) motor you choose to power them, and AC motors are further limited by their design. When your slurry pumping application calls for changing speeds on the fly, you’ll need to add a variable frequency drive (VFD) to your equipment to ensure optimal pumping efficiency. A variable speed drive (VSD), another term for a VFD, plays a crucial role in motor control technology by adjusting both frequency and voltage, ensuring your pump operates at peak performance.

What is a Variable Frequency Drive?
VFD technology was developed in response to the limitations of AC power. AC motors, such as the ones powering industrial pumps, rotate at a rate set by the incoming power and the number of poles inside the motor. Since AC power in the US is supplied at a standard 60 Hz frequency, this means that standard single phase two-pole motors spin 60 times per second.
Adding more sets of poles reduces the speed without any need to alter the incoming electrical frequency. However, you can’t just swap out an electric motor with more or fewer poles every time you need to change the operating speed of a pump. Transistor systems that allow you to turn specific motor poles on and off have been available for decades, but these systems are complex and often lack the fine control needed for industrial pumping. Instead, VFDs change the frequency of the power supply, allowing for exact and immediate adjustments to the pump operation.
The VFD works by taking in AC power at the 60 Hz frequency, converts it into direct current (DC) power through a rectifier circuit, and sends it through a DC bus to filter the voltage further. Then, power reaches the inverter which creates pulses of DC energy that function like AC current. The pulsing nature of the output mimics AC power enough to create the correct induction processes needed to spin the rotor of the motor. The output voltage is generated from a PWM waveform created by the switching of IGBTs, and it consists of pulses rather than a smooth sine wave. Since DC is easier to control in voltage and frequency, using it instead of true AC power allows the VFD to adjust the electrical supply on the fly. A series of transistors, especially the Insulated Gate, Bipolar Transistor (IGBT), give manual or automatic control over the power output and the resulting EDDY pump performance. Power is easily increased to a sludge pump under heavy load and then dropped again after a blockage passes or the texture of the slurry or sludge being pumped changes.
How Do VFDs Work?
A Variable Frequency Drive (VFD) operates by converting the incoming AC power into a DC signal, which is then transformed back into an AC signal with variable frequency and voltage using a voltage source inverter. This conversion process allows the VFD to precisely control the motor speed by adjusting the frequency and voltage of the output signal.
The heart of this operation lies in the use of Insulated Gate Bipolar Transistors (IGBTs). These transistors switch the output signal on and off rapidly, creating a Pulse Width Modulation (PWM) signal that effectively simulates a sine wave. This PWM signal is then sent to the motor, enabling it to adjust its speed according to the requirements.
Additionally, VFDs incorporate a sophisticated control system that regulates the output signal to ensure the motor operates at the desired speed. This control system can be programmed to respond to various changes in the system, such as load, temperature, pressure, or flow rate, making it highly adaptable to different operational conditions.
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
Types of VFDs
Variable Frequency Drives (VFDs) come in several types, each designed for specific applications and voltage levels:
Low-Voltage VFDs (LV VFDs)
Ideal for residential and commercial buildings, these VFDs handle low-voltage applications efficiently.
Medium-Voltage VFDs (MV VFDs)
Commonly used in industrial and commercial settings, MV VFDs are suited for medium-voltage applications.
High-Voltage VFDs (HV VFDs)
DC VFDs
AC VFDs
Why Do I Need a VFD for Energy Savings?
Benefits of Utilizing a VFD When Using a Slurry Pump
- Increase or decrease flow rate to meet specific application flow requirements.
- Reduce pump maintenance by keeping the equipment running at its maximum efficiency point and reducing total system pressure.
- Increased energy efficiency to power the pump decreases the cost of every gallon pumped.
- Enable the addition of programmable pump controllers like EDDY Smart Pump Technology that can be used to expand the use of the pump.
- Eliminates or reduces the number of control valves that all require individual sensor installation and maintenance and often aren’t appropriate for slurry or sludge processing.
- Gain control over motor speed without switching to costly DC motors.
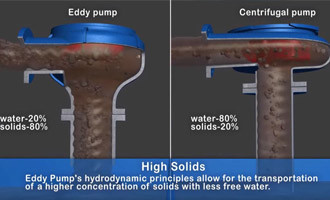
Pumping tough, abrasive slurries such as paper pulp or sewage is a challenging process due to high viscosity, the presence of large solids, and changes in viscosity. All of these issues can damage pumps that are only designed to run at a fixed speed and load. Sludges or other heavy material that need to be pumped when dredging or mining also cause similar issues. VFDs allow slurry pumps and their motors to adjust on the fly to changes in the material being pumped, preventing damage and ensuring the system is always running at maximum energy efficiency. Gaining variable speed control without costly programmable logic controllers is especially helpful during dewatering processes that require very slow processing speeds.
By utilizing the EDDY Smart Pump Technology, the VFD can be controlled on the fly using on-board smart chips and computers, requiring little to no input from pump operators, thus keeping the pump running optimally with maximum uptime and more profits.
How to Choose the Right Motor For a VFD
A VFD alone can’t power a pump. Yet not all AC pump motors work well with a VFD either. Since the conversion going on in variable frequency drives can create harmonics and resonant frequencies, you’ll need a motor built to withstand them. Close coupled and single-stage pumps tend to experience less resonance than framed and multistage units. Pumps connected to VFDs have higher grade insulation since operating the pump at a slower than usual speed will interrupt the heat loss pattern. Higher quality insulation might benefit from having the pump withstand the voltage spikes that occur during VFD operation that can destroy the insulation over time, although this is rarely a problem if you stick with NEMA standard AC motors and 230V operation. If you need 460V operation instead, look for a pump motor specifically designed to handle the voltage spikes created by VFD operation.
At EDDY Pump, we have experienced technicians on hand who can provide assistance with VFD and motor setup for your particular pumping application.
Benefits of Using VFDs
Implementing Variable Frequency Drives (VFDs) in your systems can yield numerous benefits
-
Energy Savings: By adjusting the motor speed to match load requirements, VFDs significantly reduce energy consumption.
-
Save Energy: VFDs eliminate the need for energy-wasting devices like throttling valves, leading to substantial energy savings.
-
Improved Power System Efficiency: VFDs enhance the overall efficiency of the power system by minimizing energy loss as heat.
-
Increased Motor Windings Life: By reducing the stress caused by sudden speed changes, VFDs extend the life of motor windings.
-
Improved Motor Controllers: VFDs offer advanced motor control capabilities, including precise speed and torque control.
-
Induction Motor Efficiency: VFDs optimize the efficiency of induction motors by adjusting their speed to match load requirements.
-
Pulse Width Modulation: VFDs use PWM signals to simulate a sine wave, reducing stress on the motor and other components.
-
Load Torque Control: VFDs maintain constant torque even when the load changes, ensuring stable operation.
-
Voltage Source Inverter: VFDs provide a VSI output signal, allowing motors to operate at variable speeds.
-
Electric Motor Efficiency: By matching motor speed to load requirements, VFDs improve the efficiency of electric motors.
-
Motor Controller: VFDs offer sophisticated motor control features, enhancing overall system performance.
-
Synchronous Speed Control: VFDs enable motors to maintain a constant speed regardless of load changes, ensuring consistent performance.
These benefits highlight the versatility and efficiency of VFDs, making them an invaluable component in modern industrial and commercial applications.
Best Applications – Industries Most Served
The EDDY Pump Corporation is a premier manufacturer of pumping and dredging equipment. If you are pumping or dredging slurry, high solids, extremely viscous material, paste, high abrasives (sand & gravel), and material filled with solids, then you found the best-suited product for the job.
Mining, Fly Ash, Coal Ash, Oil, Fracking, Gas, Wastewater, Pulp and Paper, Chemical, Energy, Water Municipalities, Irrigation, and Dredging Companies. For Access to Complete Product Line Go to: https://eddypump.com/products/
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
Why EDDY Pumps Are Better – Highlights
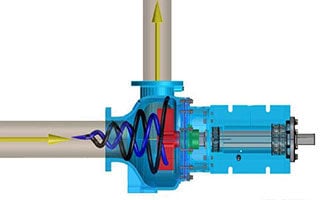
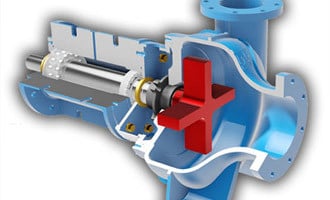
This video shows how EDDY Pump beats out traditional centrifugal pumps when it comes to tough slurry and abrasive materials. EDDY Pump is the at the heart of all of our featured dredge pump equipment including the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.
HD (Heavy Duty) Slurry Pumps / Dredge Equipment
Related Products
For assistance Call 619-404-1916 and let us help match your project
with the right pump.