NPSH & How it Relates to Slurry Pumps
Learn more about NPSH (Net Positive Suction Head) and how it can affect performance of slurry pumps. View our Slurry PumpsContact Us for a Fast QuoteWhile slurry pumps require different designs than water pumps, both share a common requirement for adequate net positive suction head (NPSH). NPSH is basically the amount supplied to a pump which creates a reduction in the total head of no more than 3%. This force affects the function of the pump, and a loss of it can cause cavitation and serious damage if there’s not enough NPSH available at any time during operation. Yet NPSH requirements are often higher for slurry pumps due to higher viscosity. Slurry pump users need to understand how NPSH is calculated in two steps so they can prevent rotor and housing damage. For over 2 decades there has been a standard used to measure a pump’s NPSH. The NPSH standard identifies the value of the NPSH required by the pump based on a 3% head drop.
NPSH is split into two different forces for the purposes of sizing a slurry pump so it won’t become damaged by regular use. NPSHa, or the net positive suction head available, measures the absolute pressure occurring at the incoming suction port of a particular pump. This measure is compared against a model’s NPSHr rating, or the net positive suction head required. The NPSHr determines how much pressure is needed from the rest of the system to prevent cavitation. At EDDY Pump, our systems engineers will provide the user with the NPSHr number. NPSH available (NPSHa) should always be at least .5 m more than NPSH required (NPSHr). This is specified by the pump manufacturer. Our engineers need to carefully measure the NPSHa rating of the rest of the slurry system to ensure it’s able to supply what a particular pump needs before the installation procedure begins.
What is Pump Cavitation?
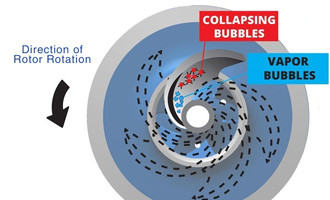
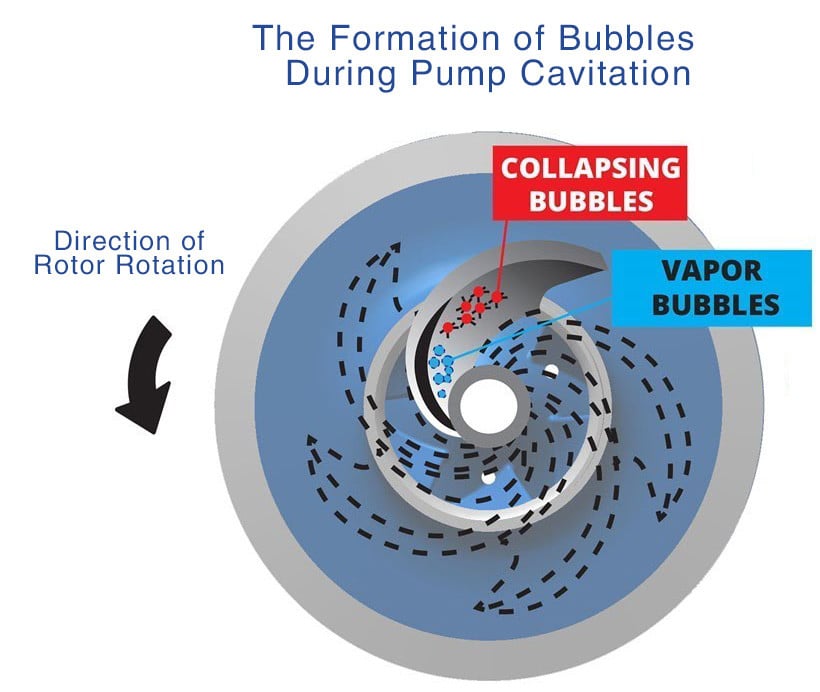
The term cavitation refers to the process of vaporization bubbles rapidly forming in the liquids moving through the pump. Even in a slurry and solids-handling systems, there is enough liquid in the mix to allow for cavitation. Most people assume that heat is related to to cause the vapor exchange that leads to boiling and bubbling in liquids.
Pump cavitation will occur if there is insufficient NPSHa. Cavitation causes damage and erosion of critical pump parts including the impeller, pump seals, and volute, resulting in reduced pump performance and expensive replacement and maintenance.
Pressure also plays an important role. Since pumps rely on creating patterns of high and low-pressure levels to move materials through the system, low-pressure areas can suddenly cause liquids to spontaneously boil. By ensuring the system always provides enough NPSH, pressure levels stay above the cavitation point and vaporization bubbles out of the pump.
Once the low pressure begins the formation of bubbles, turbulence is introduced into the usual flow through the slurry pump. Symptoms of cavitation inside a slurry pump include:
- Grinding or rumbling noises that sound like rocks or marbles are bouncing around inside the rotor and volute area
- Lower output through the pump due to space lost to air bubbles
- Pits developing inside of the rotor area and inlet port as the bubbles begin to wear away the metal as they collapse.
Cavitation doesn’t just cause the pump to waste energy, lose output, and make more noise. Pump owners also experience a greatly shortened lifespan as the pitting caused by cavitation grows into cracks and corrosion. This leads to downtime and lost money due to frequent maintenance. Since slurry and solids-handling pumps already experience more wear and tear than other pumps, cavitation is even more important to prevent in these kinds of units.
How is NPSH Calculated
With the NPSHr rating supplied with the pump, engineers only need to calculate the NPSHa on their own. Anyone can do this with the formula shown below:
NPSHA = HA ± HZ – HF + HV – HVP
HA is the atmospheric pressure affecting the surface of the liquid while it’s in the supply tank. Unless the system involves a closed tank, this is likely the local absolute pressure based on altitude. HZ measures the amount of vertical distance the slurry travels between the supply tank and the pump’s center line. Work from the lowest point the liquid can reach in the tank since draining the volume changes the NPSHa. HF accounts for friction caused by the piping between the tank and pump. Friction coefficients are recorded for most standard piping materials. HV reflects the velocity of the head found at the suction port. Many engineers leave this measurement out since it’s often very small. Finally, insert the HVP into the formula by measuring the vapor pressure of the liquid, which is based on its pumping temperature. Temperature fluctuates in many slurry pumping operations, so use the highest temperature since that will reflect the highest vapor pressure as well.
By using a simple formula to properly size slurry pumps with NPSH, users can keep them running for years with minimal maintenance and repairs. Preventing cavitation may take a little extra work in the beginning, but it will pay off for the entire lifespan of the slurry pump.
How the EDDY Pump Overcomes Cavitation Issues
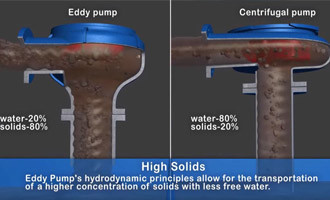
Through different hydrodynamic principles, EDDY Pump technology overcomes obstacles including cavitation/NPSH loss, seal failure and clogging. Cavitation, which affects a pump’s ability to deliver high percent solids while maintaining high production rates, is a constant problem in mining and other slurry pumping applications. Through different hydrodynamic principles, EDDY Pump technology can overcome cavitation, so the pump does not suffer from loss of suction or performance.
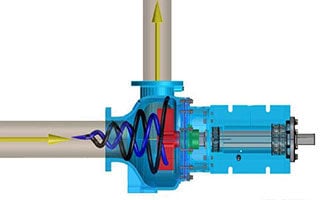
This phenomenon is accomplished through the synchronized eddy effect generated by the geometrically shaped rotor acting in sync with the hydrodynamic pattern of the volute. Tests show that there is no evidence of cavitation at speeds up to 2,000-rpm. The cumulative effect of this energy gives this pump a greater head than many pumps and the ability to pump more concentrated material over longer distances.
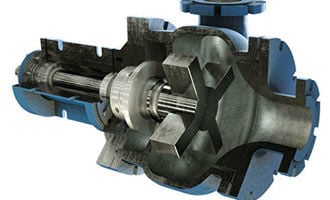
Instead of operating with an impeller, the EDDY Pump uses a patented rotor design, which can avoid wear and tear much longer than many traditional impellers commonly found in centrifugal and other pumps. Due to the shape of the rotor and larger tolerance between the volute, the pump ensures less abusive contact with the pumping material. Wearing plates and wear rings are also not needed to regulate efficiency, which eliminates the problem of wear rings coming into contact. When wear rings contact, it generates a high amount of friction, which produces heat that causes the rings to gall (friction weld). When galling occurs, the pump can seize.
For more information on EDDY Pumps, check out our Slurry Pump Models.
Order or Get Selection Help
Let our sales or engineering support help in your slurry pump or dredge equipment selection. Call (619) 258-7020
Why EDDY Pumps Are Better – Highlights

This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.
Why EDDY Pumps Are Better - Highlights
This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.