- The Role of Slurry Pumps in Mining Workflows
- Key Challenges in Mining Industries
- Key Features That Define High-Performance Slurry Pumps for Mining
- Comparing Mining Slurry Pump Manufacturers
- EDDY Pump Solutions: A Smarter Choice for Slurry Pumps Mining Applications
- Slurry Pump Sizing and System Integration
- Maintenance and Repair of Mining Slurry Pumps
- Troubleshooting Common Mining Slurry Pump Problems
- Final Thoughts and Buyer Guidance
- FAQs

Productivity is key in the mining industry. Being able to keep things running smoothly and efficiently can be the difference between profit and loss. One piece of equipment that often goes unseen but is critical to uptime is the mining slurry pump. These pumps handle some of the toughest and most abrasive materials found in industrial operations—ore, tailings and debris-laden water, including iron ore—keeping production lines moving. Slurries are a mixture of solids and liquid so the liquid content is key to mining slurry pumps.
Whether it’s an open-pit mine or an underground operation, slurry pumps for mining are responsible for transporting materials that would otherwise bring standard pumps to a halt. They are built for endurance, engineered to handle heavy loads, and are suitable for the demanding conditions of mining applications. Mining slurry pumps are designed to be operated reliably under harsh mining conditions and are essential to ensuring a mine’s success and sustainability.
This blog offers an in-depth exploration of how these powerful pumps work, what defines a high-performance mining slurry pump, how to select the right equipment and manufacturer, and why companies like EDDY Pump are gaining traction among global mining leaders. If you’re looking for real-world insights and expert advice on slurry pumps mining operations, you’re in the right place.
The Role of Slurry Pumps in Mining Workflows
Slurry pumps play a pivotal role in nearly every stage of mining operations. From ore transport and mineral processing to dewatering and environmental compliance, these pumps are the backbone of fluid and material movement in mining workflows. They are specifically engineered to meet the demanding requirements of mining applications, ensuring optimal performance, durability, and efficiency in challenging mining environments.
Transporting Ore, Tailings, and Overburden
Mining slurry pumps are essential for moving ore from the excavation site to the processing plant. Once the ore is mined, it’s crushed and mixed with water to form a slurry. Mining slurry pumps are engineered to handle abrasive slurries commonly encountered in these processes, ensuring reliable operation even with highly abrasive and erosive materials. This slurry is then pumped through pipelines—often over long distances and varying elevations—to separation and refinement facilities. After valuable minerals are extracted, the leftover waste material, or tailings, must also be safely transported. Slurry pumps for mining handle this job by moving tailings to storage ponds or designated disposal sites. Some operations also use them to transport overburden or waste rock in slurry form, streamlining waste management.
Importance in Mineral Processing and Separation Plants
Within processing plants, mining slurry pumps are critical for ensuring uninterrupted mineral separation. They transfer slurry between crushers, mills, flotation units, and thickening systems. Pumping abrasive liquids in mineral processing presents unique challenges, as safe and efficient handling is essential to prevent equipment failure and costly downtime. Reliable flow is vital here—any disruption can slow or halt production. Slurry pumps also help regulate slurry density and pressure, which affects recovery rates and overall plant efficiency.
Dewatering and Environmental Management
Another major function of slurry pumps in mining systems is dewatering. Whether from rain, groundwater intrusion, or slurry leaks, water buildup can compromise mining safety and equipment. Slurry pumps are adapted to remove unwanted water, keeping operations dry and stable.
Moreover, they support sustainability goals. In modern mining operations, slurry pumps are used to transport thickened tailings, reduce the need for freshwater, and recirculate process water. These practices not only improve environmental compliance but also reduce operational costs.
In summary, without a dependable mining slurry pump integrated into every phase—from excavation to disposal—mining operations risk inefficiency, downtime, and environmental violations.
Key Challenges in Mining Industries
The mining industry is constantly evolving, but certain challenges remain at the forefront of every operation. From handling abrasive materials to minimizing costly downtime and meeting strict environmental standards, mining operations must navigate a complex landscape to maintain efficiency and profitability.
Abrasive Materials and Harsh Environments
One of the most persistent challenges in the mining industry is the relentless wear caused by abrasive materials. Mining slurries, often loaded with sand, gravel, and mineral fragments, can quickly degrade standard equipment. That’s why heavy-duty slurry pumps—such as horizontal slurry pumps and vertical slurry pumps—are essential for mining applications. These pumps are engineered to withstand tough and abrasive duties, ensuring they can handle the harshest mining slurries without frequent breakdowns. Regular maintenance and timely replacement of wear parts are crucial for extending pump life and maintaining efficient operation. By investing in robust pumps and a proactive maintenance strategy, mining operations can keep their equipment running efficiently, even in the most demanding environments.
Operational Downtime and Productivity Loss
Downtime is a major concern in the mining industry, where every minute of lost production can translate into significant financial losses. Equipment failures, unscheduled maintenance, or delays in obtaining spare parts can all contribute to operational interruptions. Reliable slurry pumps, including submersible slurry pumps, are vital for maintaining continuous operation and minimizing disruptions. Implementing a regular maintenance schedule and ensuring that spare parts are readily available can help reduce downtime and keep mining operations running smoothly. By prioritizing efficient operation and investing in dependable equipment, mines can maximize productivity and minimize costly interruptions.
Environmental and Regulatory Pressures
Modern mining operations face increasing scrutiny from environmental regulators and the public. Adhering to strict environmental guidelines is not just a legal requirement—it’s also essential for maintaining a company’s reputation and social license to operate. Pumps that minimize chemical usage and support efficient management of tailings and waste materials can help reduce the environmental footprint of mining activities. By integrating advanced systems and environmentally friendly equipment, mining companies can meet regulatory requirements while also improving operational efficiency and sustainability.
Key Features That Define High-Performance Slurry Pumps for Mining
Not all pumps are created equal. A high-performance mining slurry pump must endure constant abrasion, handle variable flow rates, and operate under harsh conditions—all while maintaining consistent output. Here are the features that separate top-tier slurry pumps for mining from the rest:
- High Solids Handling Capability
Mining slurries often contain rocks, sand, clay, and other coarse materials. A good pump should be able to move these without clogging or losing efficiency. The more solids a pump can handle, the better it is for high-production mining environments.
- Non-Clogging Design and Wide Passages
Many pumps fail because they clog. The best slurry pumps mining operations rely on include non-clogging impellers or open rotor designs that allow large particles to pass through without obstruction. This helps reduce downtime caused by maintenance and blockages.
- Durable Casing and Impeller Construction
In abrasive applications, material choice matters. Leading mining slurry pump manufacturers construct their pumps using high-chrome alloys, hardened steel, or even polyurethane coatings to withstand erosion. Rubber and rubber-lined components are also commonly used to enhance resistance to abrasion and extend pump life, especially in environments with highly abrasive or corrosive fluids. The longer the pump lasts before requiring replacement parts, the lower your total cost of ownership.
- High Efficiency and Low Maintenance Design
Energy usage is a major operating cost. Efficient slurry pumps for mining are optimized to deliver maximum flow with minimal energy loss. Seals, bearings, and drive systems must also be easy to service, reducing time spent on repairs and ensuring easy maintenance features that minimize operational downtime.
The harsh realities of mining demand pumps that are tough, reliable, and easy to maintain. A good mining slurry pump not only meets these expectations, but it also exceeds them over time. High-performance slurry pumps are designed for long life, even when handling abrasive materials. Regularly replacing worn components is essential to maintain efficiency and durability in demanding mining environments.

Comparing Mining Slurry Pump Manufacturers
With countless mining slurry pump manufacturers on the market, how do you choose the right one? The key lies in looking beyond just specs and focusing on real-world performance, customer support, and total lifecycle cost. Comprehensive services, including technical support and maintenance, are also crucial factors to consider when selecting a manufacturer.
What to Look for in a Reliable Manufacturer
- Track Record in Mining: A manufacturer with proven results in similar mining environments is a safer bet.
- Material Innovation: Some mining slurry pump manufacturers use patented alloys or technologies to reduce wear.
- Service & Support: Downtime is costly, so quick access to parts and field service matters.
- Custom Engineering Capabilities: Mines are not one-size-fits-all. Custom-designed pumps make a huge difference in performance.
Global Giants vs. Specialized Innovators
When it comes to sourcing slurry pumps for mining, global heavyweights such as Weir Minerals, Metso, and KSB dominate the landscape. These companies have built their reputations over decades, offering extensive product lines, global support networks, and proven reliability across a range of mining operations. Their equipment is often seen as the industry standard for large-scale, established operations.
However, in recent years, there has been a noticeable shift in the industry. More mining companies are turning to specialized manufacturers like EDDY Pump, innovators focused on solving unique challenges associated with highly abrasive and high-solids slurries. These niche providers often outperform traditional designs in harsh environments, thanks to advanced engineering and a targeted approach. EDDY Pump, for instance, offers a non-clogging design and the ability to move higher concentrations of solids, which can drastically reduce downtime and maintenance. For mines seeking performance over generalization, specialized innovators are increasingly becoming the preferred choice.
Why EDDY Pump is the Go-To for Tough Mining Jobs
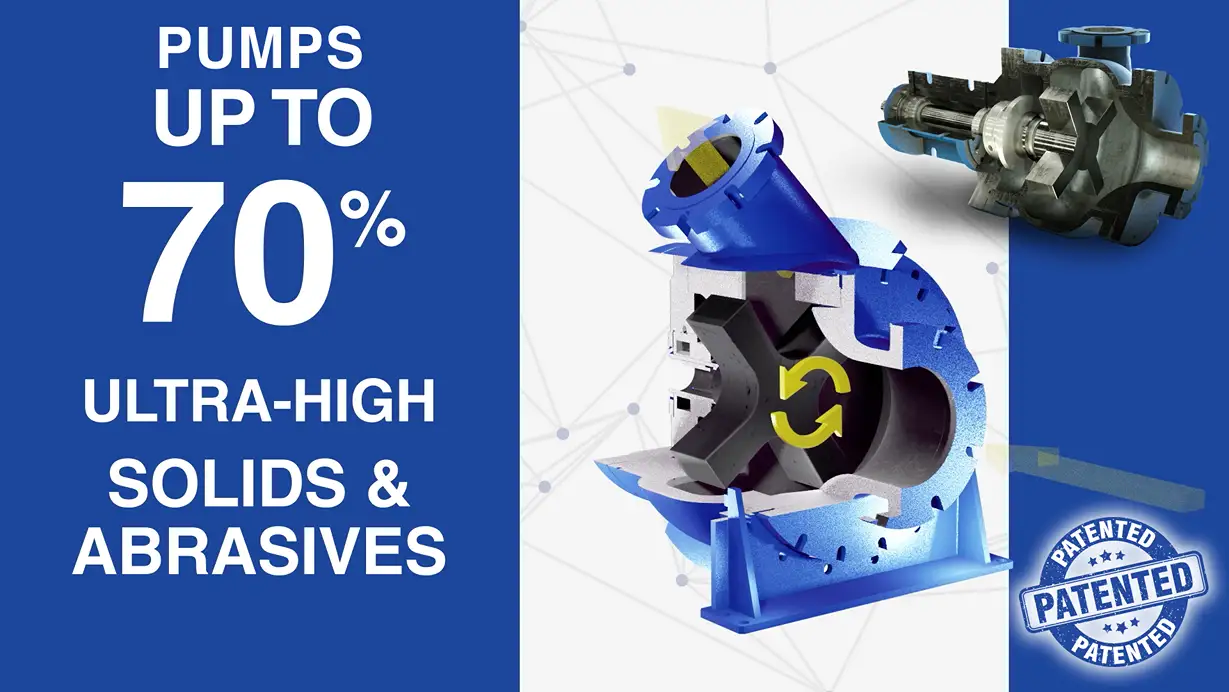
EDDY Pump has emerged as a top choice among mining slurry pump manufacturers, especially for operations dealing with abrasive, high-solid slurries. What sets EDDY Pump apart is its patented vortex-based technology, which differs fundamentally from conventional centrifugal pumps. Instead of relying on high-speed impellers that are prone to wear and clogging, EDDY pumps create a powerful eddy current that moves slurry with minimal contact between the pump and solids.
This unique approach offers multiple advantages for tough mining environments:
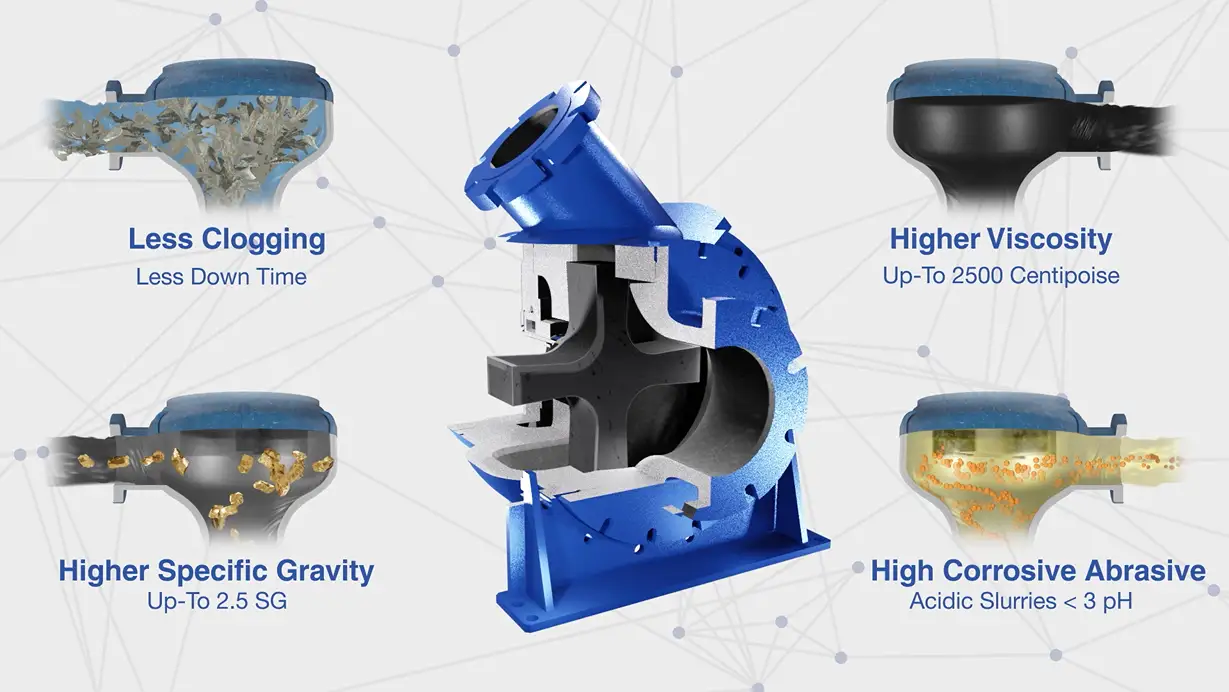
- Non-Clogging Design: Capable of handling large solids, slurry, and highly viscous materials without clogging.
- Lower Maintenance: Fewer moving parts and reduced friction mean less wear and tear, leading to longer pump life and fewer repairs.
- Higher Uptime: Mining operations report significant reductions in downtime, improving productivity and reducing operational costs.
- Energy Efficiency: The pump design allows for effective material transport using less energy in many cases, especially when handling heavy slurries.
- Adaptability: EDDY Pumps are used across a variety of mining applications—from tailings management to ore transport, making them versatile assets.
With its focus on innovation and reliability in extreme conditions, EDDY Pump has become the trusted choice for mines seeking efficient and rugged pumping solutions.
EDDY Pump Solutions: A Smarter Choice for Slurry Pumps Mining Applications
EDDY Pump has made a name for itself by addressing the core problems mining operators face—clogging, high maintenance costs, and short component lifespans. Its patented design changes the game for slurry pumps in mining environments. In addition, EDDY Pump offers a range of submersible designs specifically engineered for challenging mining and aggregate excavation applications, including slurry transfer in pond operations, cyclone feed, and handling abrasive or corrosive fluids.
Vortex Technology
Instead of using a traditional impeller, the EDDY Pump leverages a recessed rotor that creates a powerful vortex. This enables the mining slurry pump to handle large solids and high-viscosity fluids without direct contact with the pump casing. Less contact equals less wear.
Reduced Downtime
Mining companies report up to 40% less downtime when switching to EDDY systems. That’s because these slurry pumps for mining are built with minimal moving parts and have a simplified design that’s easy to service. Less time spent on pump failures means more operational hours and better revenue.
Real-World Case Studies
From copper mines in Chile to gold mines in Nevada, EDDY Pump has helped companies move abrasive materials without fail. Operators appreciate the lower energy use, longer lifespan, and higher throughput.
Custom-Built for Mining Needs
EDDY Pump doesn’t believe in one-size-fits-all. Their engineering team works closely with mines to develop customized mining slurry pump solutions, whether for underground slurry transport, tailings ponds, or ore processing. This adaptability makes them one of the most trusted mining slurry pump manufacturers in the market today.
Slurry Pump Sizing and System Integration
A mining slurry pump’s performance depends not only on its design but also on how well it is matched to the system it serves. Proper sizing and integration are essential for maximizing efficiency, minimizing wear, and extending the lifespan of both the pump and associated pipeline components. When integrating pumps into mining systems, it is important to compare the use of horizontal pumps versus other designs, as each offers different advantages in terms of layout, maintenance, and operational efficiency. Additionally, considering the power requirements is crucial to ensure reliable performance and to optimize energy use in demanding mining environments.
Understanding Pump Curves
Every mining slurry pump has a unique performance curve, which represents how its flow rate changes with head pressure. This curve is a critical tool for engineers, helping them evaluate how the pump will perform under different operational conditions. By carefully analyzing the curve, operators can avoid issues such as cavitation, underperformance, or excess energy use.
Matching Pump to Pipeline and Elevation
Selecting the right size pump involves more than just matching flow rates. Friction losses, changes in pipe diameter, elevation differences, and slurry characteristics must all be factored into the calculation. A common oversight in mining operations is underestimating the total dynamic head, especially in applications with long discharge lines or elevation changes. Undersized slurry pumps for mining can result in low throughput, increased energy consumption, and premature equipment failure.
Integration Tips for Optimal Performance
To ensure the slurry pump functions effectively within your mining system, consider the following integration best practices:
- Install flow meters and pressure gauges to monitor pump performance and detect early signs of wear or blockage.
- Design pipeline layouts with minimal sharp bends and avoid unnecessary long horizontal runs that increase friction losses.
- Select pump materials compatible with the slurry type, such as high-chrome alloys for abrasive or corrosive fluids.
- Consult with experienced mining slurry pump manufacturers who can provide tailored recommendations for system design and pump selection.
Proper slurry pump sizing and seamless integration into your system help reduce downtime, improve efficiency, and extend the working life of your equipment. It’s an investment in both performance and long-term cost savings, ensuring your pumping solution is built to handle the rigors of mining operations.

Maintenance and Repair of Mining Slurry Pumps
To ensure the efficient operation of mining slurry pumps, regular maintenance and timely repairs are non-negotiable. The harsh conditions of mining mean that even the most robust pumps are subject to wear, making proactive care essential for minimizing downtime and maximizing the lifespan of your equipment.
Routine Maintenance Best Practices
Routine maintenance is the backbone of reliable mining slurry pump performance. Here are some best practices to keep your pumps running efficiently:
- Regular Cleaning and Inspection: Frequently clean and inspect slurry pumps to catch potential issues early, preventing minor problems from escalating into major failures.
- Monitor and Replace Wear Parts: Keep a close eye on critical wear parts such as impellers and shaft seals. Replace them as needed to maintain optimal performance and prevent unexpected breakdowns.
- Lubricate Moving Components: Proper lubrication of shafts and other moving parts reduces friction and wear, extending the life of your pump and ensuring smooth operation.
- Track Pump Performance: Continuously monitor pump output and efficiency. Adjust operating conditions as necessary to maintain peak performance and avoid unnecessary strain on the equipment.
- Maintain Spare Parts Inventory: Having essential spare parts on hand minimizes downtime in the event of a failure, allowing for quick repairs and uninterrupted mining operations.
By following these maintenance best practices, mining operations can ensure their slurry pumps deliver efficient operation, reduce the risk of unexpected failures, and achieve longer equipment life—even in the face of abrasive mining slurries and challenging conditions.
Troubleshooting Common Mining Slurry Pump Problems
Even the best-designed slurry pumps for mining can encounter issues. Understanding common failures and how to address them can save valuable time and money.
- Cavitation
When the pressure inside the pump drops below the vapor pressure, bubbles form and implode, damaging the impeller. Cavitation usually means the pump is running too fast or is not receiving enough flow. Solution: Check NPSH (Net Positive Suction Head) requirements and avoid air leaks in the suction line.
- Seal Failures
Mining slurry pumps handle abrasive materials, which wear down seals fast. Mechanical seals are more durable than packing but require careful alignment. EDDY Pump’s design minimizes direct contact, which extends seal life considerably.
- Clogging and Reduced Efficiency
Oversized particles or thick slurry can block standard pumps. EDDY’s vortex design helps eliminate this issue, making it ideal for slurry pumps in mining operations with high solids content.
By diagnosing issues early and choosing robust designs, operators can minimize costly breakdowns and stay on track.
Final Thoughts and Buyer Guidance
Choosing the right mining slurry pump isn’t just a technical decision—it’s a strategic investment in uptime, cost savings, and long-term productivity. As we’ve explored, slurry pumps for mining play a foundational role in material transport, dewatering, and environmental compliance. But not all pumps or mining slurry pump manufacturers offer the same value.
Here’s a quick checklist to guide your decision:
- Does the pump handle the expected solids concentration?
- Is the material compatible with your slurry’s abrasiveness?
- Can the manufacturer offer tailored solutions for your site?
- What is the total cost of ownership, including maintenance?
Mining slurry pumps are used in other industries too like pulp and paper where they handle abrasive and corrosive slurries in demanding processes, so they’re versatile.
The right choice today will mean lower operating costs, fewer shutdowns and more output for years to come. For many in the mining world, EDDY Pump is the right choice.
Ready to get started? Download our mining pump brochure or schedule a consultation to find your solution.

FAQs
Why are slurry pumps important in mining operations?
Slurry pumps are the backbone of most mining projects because they handle the movement of water mixed with heavy solids such as rocks, sand, and minerals. Without them, material would quickly build up in mine sites, slowing down production and creating safety risks. A reliable slurry pump ensures that material is constantly transported, keeping projects on schedule and reducing manual handling. In other words, slurry pumps don’t just move material—they keep the entire mining process running efficiently.
What challenges do mines face without the right slurry pump?
Mining sites that use the wrong pump often struggle with constant breakdowns, frequent clogging, and higher repair bills. These problems lead to costly downtime, which can stall projects for hours or even days. Additionally, poor pump performance can cause delays in reaching production targets and put pressure on workers to meet deadlines. Over time, these inefficiencies add up to significant financial loss, making pump selection a critical decision for any mining operation.
How do slurry pumps support cost savings in mining projects?
When mining companies invest in the right slurry pump, they reduce the chances of costly equipment failures and minimize the need for emergency repairs. A durable pump lowers maintenance requirements and keeps downtime to a minimum, allowing production to continue smoothly. This means fewer replacement costs and better long-term returns on investment. Essentially, the right slurry pump not only protects the budget but also strengthens the mine’s overall profitability.
What industries besides mining use slurry pumps?
While mining is one of the largest users of slurry pumps, many other industries also rely on them. Construction projects use slurry pumps to move mud and sediment, while municipal projects employ them in wastewater treatment and flood control. Dredging companies use them to clear waterways and harbors, and power plants depend on slurry pumps for handling ash and residue. Their wide range of applications shows how versatile and valuable slurry pumps are across multiple industries.
How can a mining company know which slurry pump is right for them?
The best way for a mining company to choose the right slurry pump is by consulting with trusted suppliers who understand the unique challenges of the industry. These experts take into account the type of material being moved, the scale of the project, and the long-term goals of the company. By doing so, they can recommend a pump that will not only perform well but also minimize unexpected costs. This personalized approach saves time, money, and stress for the mining company.