This Article Includes
- Difficulties Pumping Heavy Slurry
- Selecting a Pump for Heavier Slurries
- Selecting a Motor for Heavy Slurry
- EDDY Pump – The Best Pump for Heavy Slurries
")
Difficulties Pumping Heavy Slurry
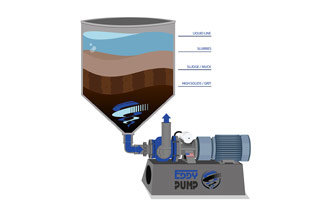
Slurries are very difficult to pump, and many traditional pump types are not suited for this type of application. Heavy slurries are abrasive, solid laden, contain a high concentration of solid material, are highly viscous, and much heavier than water. Although pumping slurry is very difficult, pumping heavy slurry is much more challenging due to the increased weight of the material. In industrial applications, moving sludge presents additional difficulties because of its thick, viscous consistency and the presence of large solids, requiring specialized equipment. This type of application is extremely difficult for water pumps and other types of centrifugal pumps because they are not designed to pump heavy slurries. Water pumps and centrifugal pumps are commonly misapplied to slurry and heavy slurry applications, but are more suited for applications that involve thin fluids. Ultra duty mud and slurry pumps are specifically designed for the harder to pump, heavier slurries found in many industrial settings such as mining, manufacturing, and construction applications.

Compare Weights of Materials
| Unit of Measure | Type of Material | Weight |
|---|---|---|
| 1 Square Meter | Water | 1 metric ton |
| 1 Square Meter | Mud | 1.73 metric tons |
| 1 Square Meter | Sand/Water | 1.92 metric tons |
| 1 Square Meter | Concrete | 2.5 metric tons |
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
Applying a Slurry Pump to Heavier Slurries
When pumping heavy slurries it is critical to maintain a constant flow through the pipeline, the flow of the material must flow at a specific rate given the type of slurry material that is being pumped. The specific velocity of flow can be measured in feet per second. The continued movement of the material through the pipeline assists with avoiding settling at the bottom portion of the piping. Applying the pump correctly requires pre-planning and determining what the critical flow rate must be given the heavy slurry material being pumped.
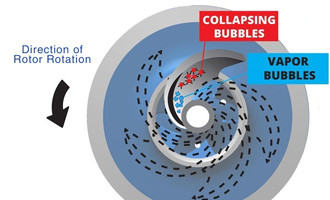
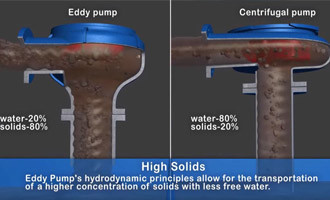
The critical flow rate is also defined as a flow that involves turbulence, or is described as turbulent, not laminar. In this regard, critical flow rate is relational to the specific velocity of the fluid that achieves a turbulent flow. This turbulence of the fluid is important to avoid settling of the material in the pipeline. Critical velocity changes due to the density and coefficient viscosity of the fluid. Pumps move fluids by converting mechanical energy into kinetic energy, which increases the velocity and pressure of the slurry, helping to maintain the necessary turbulence. Although determining critical velocity of a heavy slurry is beyond the scope of this article, it is important to note that the EDDY Pump is designed to produce a turbulent flow due to the unique design of the rotor. Traditional pumps in slurry applications, such as centrifugal pumps, use centrifugal force generated by the impeller to move fluids, but typically produce a laminar flow which is counterproductive and one reason they are not as well suited for heavy slurry applications as an EDDY Pump.

Selecting a Pump for Heavier Slurries
To avoid selecting and misapplying the wrong pump for a heavy slurry application, there are some important considerations that must be adhered to.
- The pump chosen must be capable of generating a turbulent flow that can maintain the suspension of the slurry to avoid settling the slurry at the bottom of the piping.
- Another important factor in selecting a pump is selecting one designed with a large flow-through liquid path that allows easy passage of heavy slurry. This alone helps to determine what types of pumps are well suited for heavy slurry applications and what types are not.
- Strong suction at the inlet port of the pump is important so that the pump can draw the heavy slurry into the pump so that it can move the fluid downstream.
- The most appropriate materials of construction are important to avoid extensive wear due to the abrasive characteristics of heavy slurries.
- The main difference between a sludge pump and a slurry pump is the type of material each is designed to handle: a sludge pump is specifically engineered for thicker, semi-solid, and highly viscous materials, while a slurry pump is intended for more fluid mixtures containing suspended solids. When selecting pumps for applications involving thick, solid-laden, or viscous materials—such as dewatering, tank cleaning, or wastewater treatment—sludge pumps are preferred due to their high wear resistance and ability to handle challenging environments.
Types of Pumps for Slurry
When it comes to pumping slurries, selecting the right type of pump is crucial for optimal performance and longevity. Submersible pumps, diaphragm pumps, and mud pumps are among the most commonly used for slurry applications. Submersible pumps are designed to operate while completely submerged in the pumped liquid, making them ideal for environments such as sewage systems, mining operations, and agricultural irrigation where space and accessibility can be challenging. Diaphragm pumps offer versatility and durability, capable of handling a wide range of slurry types, including those with high solid content and abrasive materials. These pumps are particularly useful in applications where the pumped fluid may contain corrosive or viscous components. Mud pumps are specifically engineered for moving thick, viscous fluids with a high concentration of solids, making them a popular choice in construction and wastewater treatment projects. Each pump type brings unique advantages, so understanding the specific requirements of your slurry—such as solid content, abrasiveness, and fluid viscosity—will help ensure you select the right pump for your application.
What Is A Slurry Pump?
A slurry pump is a specialized type of centrifugal pump designed to handle highly abrasive, high-density slurries that contain solid particles. These pumps are essential in industries such as mining, dredging, construction, and wastewater treatment, where they manage extreme conditions and demanding tasks. Unlike standard centrifugal pumps, slurry pumps are built to ensure reliable performance and avoid clogging, even when dealing with the toughest slurry pumping applications. Their robust design, as well as that of submersible slurry pumps, allows them to efficiently transport solid particles mixed with liquids, making them indispensable in various industrial processes.
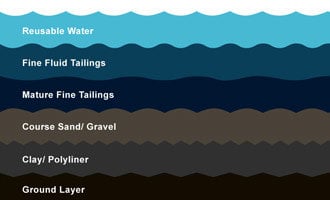
Understanding Slurry Properties
Slurries are complex mixtures of solids and liquids, with the liquid acting as the transport mechanism for the solid particles. Often, these slurries consist of solid particles suspended in water mixed with other substances, which can affect their behavior and handling. The size of these particles can vary significantly, from as small as one micron to several hundred millimeters in diameter. This variation in particle size can greatly impact a pump’s ability to move the slurry through a process line. Understanding slurry properties is crucial for selecting the right pump, as these mixtures share five essential characteristics: they consist of solids and liquids, rely on a liquid transport mechanism, contain solid particles, have varying particle sizes, and are utilized across multiple industries.
Selecting Heavy Duty Slurry Pumps for Heavier Slurries
To avoid selecting and misapplying the wrong pump for a heavy slurry application, there are some important considerations that must be adhered to.
- The pump chosen must be capable of generating a turbulent flow that can maintain the suspension of the slurry to avoid settling the slurry at the bottom of the piping. Ensuring constant and uniform delivery is crucial to reduce wear on components and maintain efficient transportation of abrasive materials.
- Another important factor in selecting a pump is choosing heavy duty slurry pumps designed with a large flow-through liquid path that allows easy passage of heavy slurry. This alone helps to determine what types of pumps are well suited for heavy slurry applications and what types are not.
- Strong suction at the inlet port of the pump is important so that the pump can draw the heavy slurry into the pump so that it can move the fluid downstream.
- The most appropriate materials of construction are important to avoid extensive wear due to the abrasive characteristics of heavy slurries. Additionally, attention should be given to the pump shaft, as it plays a critical role in connecting the motor to the impellers and must be robust enough to withstand abrasive and high-solids conditions for long-term durability and performance.
- Operational efficiency is a key consideration, as selecting a pump with high-performance features and innovative design can optimize productivity, reduce downtime, and improve energy consumption in demanding industrial applications.
- Easy maintenance is also essential, as pumps designed for straightforward servicing help minimize downtime and ensure reliable operation in heavy slurry environments.
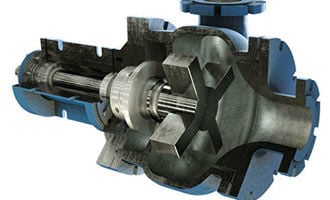
Slurry Pump Construction and Components
Slurry pumps are typically larger and more powerful than standard pumps, designed to withstand the rigorous demands of pumping slurries. Depending on installation conditions and space available, consider either vertical slurry pumps or horizontal slurry pumps, either as centrifugal or positive displacement pumps. They feature more rugged bearings, mechanical seals, high efficiency impellers and shafts to handle the wear and tear associated with abrasive materials. In some designs, pump components are enclosed within waterproof casings to protect the motor and internal parts, allowing safe operation in harsh environments.
The components that come into contact with the pumped medium are made from wear-resistant materials, such as metallic and elastomeric substances, chosen based on the specific application and the need for resistance to harsh chemicals in certain environments. This use of wear-resistant materials is crucial in reducing wear rates and extending the lifespan of the pump, ensuring superior performance in challenging slurry pumping applications.
In addition to slurry pumps, other types such as sewage pumps are used for handling waste and solids in wastewater management, while sump pumps are commonly employed for dewatering and drainage in construction and industrial settings. The versatility of these pumps makes them suitable for various applications across different industries.
Submersible Pumps for Heavy Slurry Applications
Submersible pumps are a top choice for heavy slurry applications due to their ability to operate efficiently and reliably in the most demanding environments. These pumps are designed to be fully submerged in the pumped liquid, which not only maximizes their efficiency but also helps protect the pump components from excessive wear and tear. Submersible slurry pumps feature a waterproof casing that safeguards the internal components, ensuring a long lifespan and reducing the need for frequent maintenance. Their robust design allows them to handle dirty water, corrosive materials, and abrasive slurries commonly found in industrial processes such as chemical processing, ash pumping, and wastewater treatment. By being fully submerged, submersible pumps minimize the risk of clogging and maintain high efficiency even when dealing with large solids and high solid content. This makes them an excellent solution for industries that require reliable, heavy-duty pumping in harsh environments, ensuring continuous operation and superior performance.
Selecting a Motor For Centrifugal Pumps in Heavy Slurry
With heavier materials, the motors driving the pump will be pulling much more power compared to move the same quantity of a lighter, less dense material. This requires a larger pump motor that can handle heavier materials without wearing down. The amount of power a pump requires is calculated from the pump’s discharge pressure, flow rate, and specific gravity of the material to be pumped. It is vital to verify that the power rating of the selected pump is higher than the calculated power required after considering reasonable variations in operating conditions.
Slurry pumps can be powered hydraulically or electrically. While there are pros and cons to each type of motor, one motor may be preferable over another simply due to logistics. The motor needs to be matched for the pump and the application for optimal performance.
Applications and Industries
Slurry pumps are vital in a wide range of industries, including mining, dredging, construction, and wastewater treatment. Mining slurry pumps are particularly essential for the sector. Their robust design and ability to handle abrasive materials and waste materials make them indispensable in these sectors. Additionally, slurry pumps are used in food, dairy, beverage processing, and biopharmaceutical manufacturing, where they efficiently manage mixtures of solids and liquids. The versatility and durability of slurry pumps ensure they meet the demanding needs of various industrial processes, providing reliable and efficient slurry pumping solutions.
EDDY Pump – The Best Pump for Heavy Slurries
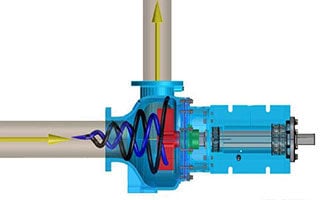
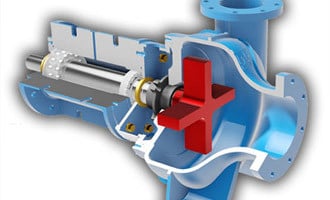
The EDDY Pump is unique in comparison to other heavy slurry pumps on the market. The EDDY Pump is specifically designed for pumping abrasive slurries, utilizing a unique Tornado Motion to create strong suction and efficient transport of solid particles. Eddy Pump technology is based on the principle of Tornado Motion of liquid as a synchronized swirling column along the center of intake pipe that induces agitated mixing of solid particles with liquid, creating suction strong enough for solid particles to travel upwards into the volute and generating pressure differential for desired discharge. The eddy current is caused by the pressure differential generated by the rotor, and strengthened by turbulent flow patterns in the volute and suction tube. The EDDY Pump is also designed with an extremely large flow path that allows heavy slurries to flow through the pump without becoming clogged. The large flow through design also allows the passage of large solids that are almost the size of the inlet port of the pump.
Added to the many features and benefits of the EDDY Pump, the pump is available with the highest quality materials of construction to ensure the pump can withstand the extensive wear and abrasive characteristics of heavy slurries. Proven in countless heavy slurry applications, the EDDY Pump is the premier slurry pump available.
The EDDY Pump Corporation is a premier manufacturer of pumping and dredging equipment. If you are pumping or dredging slurry, high solids, extremely viscous material, paste, high abrasives (sand & gravel) and material filled with solids, then you found the best suited product for the job.
Troubleshooting and Maintenance
To extend the life of your slurry pump, it is essential to follow proper engineering and equipment selection practices, along with regular maintenance and inspection. Working with a qualified engineer to select the right pump for your application is crucial. Regular maintenance includes checking the pump’s discharge pressure, rotating impeller, and pump casing for signs of wear and tear. Additionally, inspecting the pump components, such as bearings and shafts, helps prevent premature wear and failure. By adhering to these guidelines and understanding the properties of slurries, slurry pump construction, and applications, you can ensure the reliable operation and prolonged lifespan of your slurry pump.
Best Applications – Industries Most Served
The EDDY Pump Corporation is a premier manufacturer of pumping and dredging equipment. If you are pumping or dredging slurry, high solids, extremely viscous material, paste, high abrasives (sand & gravel) and material filled with solids, then you found the best suited product for the job.
Go to: https://eddypump.com/ or Call Us!
Mining, Fly Ash, Coal Ash, Oil, Fracking, Gas, Wastewater, Pulp and Paper, Chemical, Energy, Water Municipalities, Irrigation, and Dredging Companies.
For Access to Complete Product Line Go to: https://eddypump.com/products/
Dredging & Marine Construction
Mine Tailings Pumping
Oil & Gas
Chemical Pumping
Agricultural & Canal Pumping
Sand & Gravel Pumping
Sewage & Wastewater
Paper & Pulp Pumping
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
Why EDDY Pumps Are Better – Highlights
This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.
HD (Heavy Duty) Slurry Pumps / Dredge Equipment
Related Products
For assistance Call 619-404-1916 and let us help match your project
with the right pump.