

The importance of reliable and efficient equipment cannot be overstated in heavy-duty industries such as construction, mining, and oil and gas. Among the critical machinery used in these industries, diaphragm pumps stand out for their robust performance and ability to handle challenging tasks involving slurry, mud, and other dense materials. This comprehensive guide delves into the intricacies of diaphragm pumps, exploring their operation, key components, and significant roles in various industries. We will also examine their advantages, selection criteria, maintenance tips, and real-world case studies demonstrating why diaphragm pumps are the ultimate solution for heavy-duty applications.
What is a Diaphragm Mud Pump?
Definition and Basic Operation
A diaphragm mud pump is a type of positive displacement pump that uses a combination of the reciprocating action of a diaphragm and suitable valves on either side of the diaphragm (check valves) to pump a fluid. The diaphragm is typically made of an elastomer, a thermoplastic, or a Teflon composite, depending on the liquid being pumped. The operation of a diaphragm mud pump involves the pump diaphragm being driven up and down, creating a vacuum that draws in the slurry or mud through an inlet valve and then expelling it through an outlet valve.
Diaphragm pumps are engineered to handle a wide range of fluids, from clean water to thick, viscous slurries containing large, abrasive particles. This versatility makes them indispensable in industries where pumping complex materials is a routine requirement.
Differences from Other Types of Mud Pumps
Unlike centrifugal pumps that rely on kinetic energy to move fluids, diaphragm pumps utilize a mechanical action, making them suitable for handling more viscous and abrasive materials. Another distinguishing feature is their ability to operate effectively without priming, a critical advantage in scenarios where the pump may encounter air or gaseous pockets. This sets them apart from traditional centrifugal and piston pumps, which may struggle under such conditions.
Diaphragm pumps are designed to operate at lower speeds than centrifugal pumps, reducing wear and tear and extending the pump’s lifespan. This characteristic and their ability to handle solids make them ideal for applications involving thick, abrasive fluids that quickly damage other types of pumps.

Key Components of Diaphragm Mud Pumps
Detailed Look at the Pump Diaphragm
The pump diaphragm is the heart of the diaphragm mud pump. It acts as a barrier between the pumping chamber and the mechanical drive, ensuring that the pumped fluid does not come into contact with the pump’s moving parts. This isolation protects the pump components from abrasive and corrosive materials and ensures that the pumped fluid remains uncontaminated.
The pump diaphragm is typically made from durable materials such as rubber, elastomers, or Teflon, chosen for their flexibility and resistance to the chemicals and abrasives they may encounter. The pump diaphragm flexes back and forth in operation, driven by a piston or mechanical linkage connected to the pump’s drive mechanism. This flexing action alternately creates a vacuum to draw in fluid and pressure to expel it, providing a steady and reliable pumping action.
Other Key Parts and Their Functions
- Check Valves: These are installed on both the inlet and outlet sides of the pump to ensure unidirectional flow. They open to allow fluid in and close to prevent backflow, maintaining efficient and consistent pumping action. Check valves are essential for maintaining the pump’s efficiency and preventing fluid backflow, which can cause operational issues and damage the pump.
- Pump Housing: This encases the entire pumping mechanism and provides structural support. It is designed to withstand the rigors of heavy-duty applications, protecting the internal components from damage and ensuring the pump’s longevity. The housing is typically made from robust materials such as cast iron or stainless steel, chosen for their durability and resistance to corrosion.
- Drive Mechanism: Typically powered by an electric motor or a diesel engine, the drive mechanism converts rotational motion into the reciprocating motion required to actuate the diaphragm. Depending on the pump’s design and intended application, this mechanism can vary in complexity, from simple mechanical linkages to sophisticated hydraulic or pneumatic systems.

How Diaphragm Mud Pumps Work
Step-by-Step Explanation of the Pumping Process
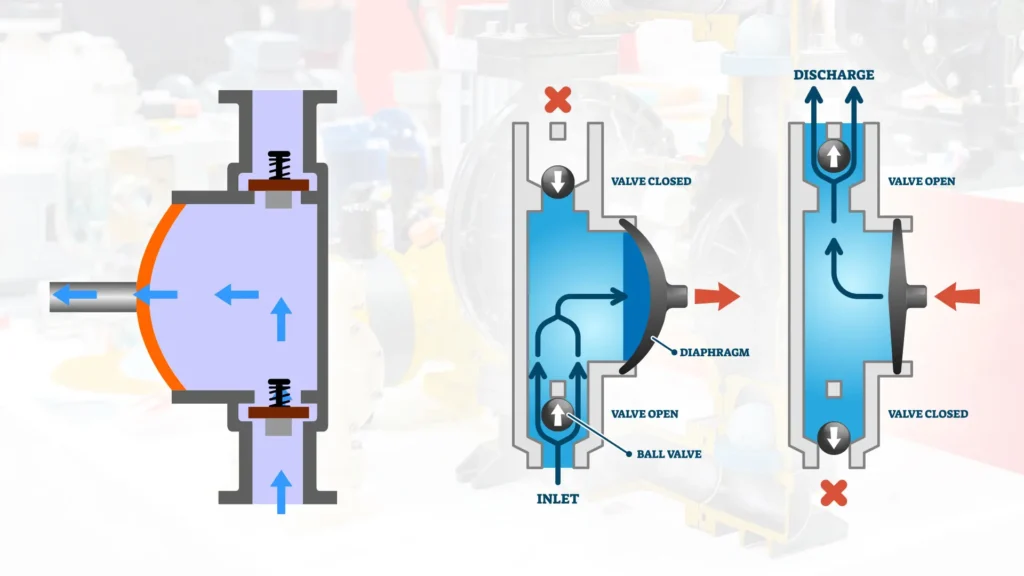
- Intake Stroke: The pump diaphragm moves upwards, creating a vacuum that opens the inlet check valve, allowing slurry or mud to enter the pumping chamber. This stage is critical for drawing the fluid into the pump, especially when dealing with viscous or abrasive materials.
- Compression Stroke: The pump diaphragm moves downwards, compressing the fluid in the chamber. This action closes the inlet and outlet check valve, expelling the liquid out of the pump. The compression stroke generates the pressure needed to move the fluid through the system and deliver it to the desired location.
- Cycle Repeats: This cycle of intake and compression repeats, providing a steady flow of fluid through the pump. The continuous reciprocating motion of the pump diaphragm ensures a consistent and reliable pumping action, which is essential for maintaining productivity in heavy-duty applications.
Visual Aids/Diagrams for Better Understanding
Visual aids or diagrams illustrating the different stages of the pumping process can be incredibly helpful in enhancing understanding. These diagrams can show the position of the pump diaphragm during the intake and compression strokes, the flow of fluid through the check valves, and the overall movement within the pump housing.
Applications in Construction and Mining
Use in Handling Slurry and Mud
Diaphragm mud pumps are indispensable in construction and mining for handling slurry and mud, often laden with abrasive particles. These pumps are used in dewatering operations, where they efficiently remove water mixed with soil and debris, ensuring a stable and safe working environment. In tunneling and excavation projects, they help manage groundwater and slurry, preventing flooding and maintaining dry working conditions.
Diaphragm mud pumps are essential for transferring extracted materials from one location to another in mining operations. Their ability to handle high-viscosity fluids and solids makes them ideal for this purpose. Whether transporting mineral slurries, tailings, or other mined materials, these pumps ensure efficient and reliable material transfer, contributing to the overall productivity of mining operations.
Benefits in Dewatering and Material Transfer
Dewatering is a critical process in construction and mining, and diaphragm mud pumps excel in this application. Their robust design and ability to handle solids and abrasive materials make them well-suited for removing water from pits, trenches, and excavation sites. This capability is vital for maintaining safe and stable working conditions, preventing structural damage, and ensuring the success of construction and mining projects.
In material transfer applications, diaphragm mud pumps provide several benefits. Their ability to handle high-viscosity fluids and solids reduces the risk of clogging and pump failure, ensuring continuous operation. Additionally, their simple design and low maintenance requirements translate to reduced downtime and operational costs, making them a cost-effective solution for material transfer in heavy-duty industries.
Advantages of Diaphragm Mud Pumps
Ability to Handle Solids and Abrasive Materials
One of the most significant advantages of diaphragm mud pumps is their ability to handle fluids with high solid content and abrasive materials. The pump diaphragm’s design prevents direct contact between the pump’s mechanical components and the pumped liquid, minimizing wear and tear and prolonging the pump’s lifespan. This feature is precious in applications where the fluid contains large particles or abrasive materials that would quickly damage other types of pumps.
Durability and Low Maintenance
Diaphragm pumps are known for their durability. The materials used in their construction, such as reinforced elastomers and high-grade metals, ensure they can withstand harsh operating conditions. The pump diaphragm is designed to flex and withstand repeated pumping cycles without degrading, providing reliable performance over long periods. Moreover, their simple design translates to lower maintenance requirements. Routine inspections and timely replacement of diaphragms and valves are typically all needed to keep these pumps running efficiently.
Versatility in Different Environmental Conditions
Diaphragm pumps are versatile and can operate effectively in various environmental conditions. Whether in extreme temperatures, underwater, or in the presence of corrosive chemicals, these pumps maintain their performance, making them a reliable choice for diverse applications. This versatility is crucial for industries that operate in challenging environments, ensuring that the pumps can deliver consistent performance regardless of the conditions.
Selecting the Right Diaphragm Mud Pump
Key Considerations: Fluid Viscosity, Particle Size, and Job Requirements
Choosing the right diaphragm mud pump involves considering several factors:
Fluid Viscosity: The pump must handle the fluid’s viscosity to be pumped. Higher viscosity fluids require more robust pumps with larger pump diaphragms and more powerful drive mechanisms.
Particle Size: The size of the particles within the fluid affects the pump’s performance. Pumps with larger inlet and outlet valves are better suited for handling fluids with larger particles, reducing the risk of clogging and ensuring efficient operation.
Job Requirements: To ensure optimal performance, the specific requirements of the job, such as flow rate, pressure, and the nature of the material being pumped, must be considered. Selecting a pump that meets these requirements will ensure reliable and efficient operation, minimizing downtime and maximizing productivity.
Tips for Ensuring Optimal Performance
Proper Sizing: Ensure the pump is correctly sized for the application to prevent overworking and potential failure. An undersized diaphragm pump may need help to handle the required flow rate or pressure, leading to operational issues and increased wear and tear.
Quality Components: Use high-quality pump diaphragms and check valves to enhance durability and performance. Investing in quality components will reduce the need for frequent replacements and ensure the pump operates efficiently for more extended periods.
Regular Maintenance: Adhere to a maintenance schedule to identify and address potential issues before they lead to significant problems. Regular inspections and timely maintenance can prevent breakdowns, extend the pump’s lifespan, and ensure reliable performance.
Maintenance and Troubleshooting
Regular Maintenance Practices
Regular maintenance is crucial for the longevity and efficiency of diaphragm mud pumps. This includes:
Inspecting Pump Diaphragms: Regularly check for signs of wear, tears, or other damage and replace as needed. A damaged pump diaphragm can lead to reduced performance and potential pump failure, so timely replacement is essential.
Checking Valves: Ensure that check valves are functioning correctly and replace them if they show signs of wear. Worn or damaged check valves can cause backflow and reduce the pump’s efficiency, so regular inspections are essential.
Lubrication: Keep the drive mechanism well-lubricated to ensure smooth operation. Proper lubrication reduces friction and wear, extending the life of the pump’s mechanical components and ensuring reliable performance.
Common Issues and Solutions
Reduced Flow Rate: This can be caused by worn pump diaphragms or clogged valves. Inspect and replace these components as necessary. Regular maintenance and timely replacement of worn parts can prevent flow rate issues and ensure consistent performance.
Pump Not Priming: Check for leaks in the suction line or ensure the inlet valve functions correctly. Air leaks or faulty inlet valves can prevent the pump from priming properly, so identifying and addressing these issues is crucial for reliable operation.
Excessive Noise: This may indicate a problem with the drive mechanism or worn components. Regular inspection and maintenance can help identify and rectify the issue. Addressing noise issues promptly can prevent further damage and ensure the pump operates smoothly and quietly.
Case Studies of Diaphragm Mud Pumps in Action
Real-World Examples of Successful Usage
Case Study 1: Construction Site Dewatering
A large construction company faced significant challenges with water accumulation at their site, affecting the stability of their excavation work. By deploying diaphragm mud pumps, they efficiently dewatered the site, ensuring a safe and stable environment for their workers. The pumps efficiently handled the abrasive slurry, demonstrating their robustness and reliability.
Case Study 2: Mining Operations
Traditional pumps struggled with a remote mining operation’s high-viscosity slurry and abrasive materials. The introduction of diaphragm mud pumps transformed their material handling process. These pumps operated continuously with minimal maintenance, significantly improving productivity and reducing downtime.
Impact on Productivity and Efficiency
In both cases, the deployment of diaphragm mud pumps resulted in notable improvements in productivity and efficiency. The pumps’ ability to handle challenging materials without frequent maintenance contributed to uninterrupted operations and cost savings.
Conclusion
Diaphragm mud pumps are vital for heavy-duty industries, offering unmatched performance in handling viscous and abrasive materials. Their durability, low maintenance requirements, and versatility make them a preferred choice in construction, mining, and other demanding environments. Selecting the right pump involves understanding the job requirements and ensuring proper maintenance to maximize performance and longevity.
For those looking to enhance their heavy-duty operations, pumps from EDDY Pump offer the reliability and efficiency required to tackle even the most challenging tasks. Explore our range today and discover the ultimate solution for your heavy-duty applications.