This Article Includes
- Dredging can be used in chemical plants for several purposes
- Mixing and blending
- Evacuation of settled solids
")
Transferring abrasive and corrosive chemicals: Slurry pumps are used to transfer abrasive and corrosive chemicals such as acids, alkalis, and slurries, which can cause damage to other types of pumps.
Mixing and blending:
Slurry pumps mix and incorporate chemical compounds, ensuring a consistent and homogenous mixture.
Filtration:
Slurry pumps transfer liquids through filters to remove impurities and ensure the final product meets quality standards.
Solids handling:
Slurry pumps transfer and handle solid materials such as powders and granules in chemical processing applications.

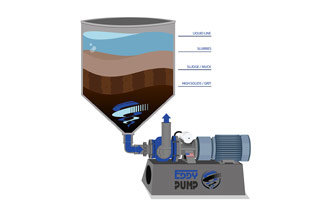
Evacuation of settled solids:
Slurry pumps transfer the settled solids from the bottom of the tanks, clarifiers, or thickeners.
Dosing and metering:
Slurry pumps transfer and measure specific chemicals in the production process.
Leaching and extraction:
Slurry pumps transfer the slurry of reagents and ore in the leaching and extraction of certain chemicals.
Waste management:
Slurry pumps transfer waste chemicals and sludge to treatment or disposal areas.
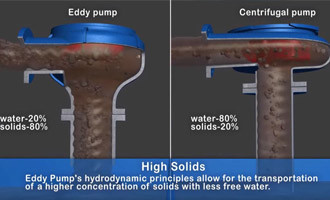
Overall, Slurry pumps are versatile and durable enough to handle the harsh conditions of chemical processing. They can transfer a wide range of fluids, including abrasive, viscous, and corrosive materials, making them essential equipment in the chemical processing industry.
Call for sales or support
If you need assistance with pump selection, sales or engineering support, call 619-404-1916.
Dredging can be used in chemical plants for several purposes
Channel maintenance and deepening:
Dredging is used to maintain and deepen channels for transporting raw materials such as oil, gas, and chemicals.
Sediment and debris removal:
Dredging removes sediment and other debris from holding ponds, basins, and other containment areas to prevent equipment damage and maintain efficient production.

Pipe clearing: Dredging is used to clear blocked or restricted pipes, improving production efficiency and reducing downtime.
Environmental protection:
Dredging can be used to remove contaminants and pollutants from chemical plant sites to reduce environmental impact and comply with regulations.
Siltation management:
Dredging can maintain water flow in rivers and canals so chemical plants can continue production without interruption.
Dredging can also create and maintain lagoons, ponds, and basins for storing chemicals and disposing of hazardous materials.
Overall, Dredging plays an essential role in maintaining the smooth functioning of chemical plants by ensuring the efficient movement of raw materials and reducing the plant’s environmental impact.
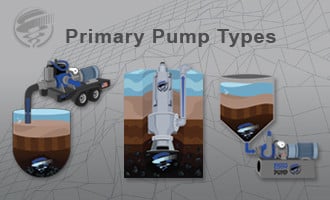
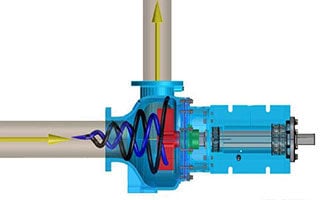
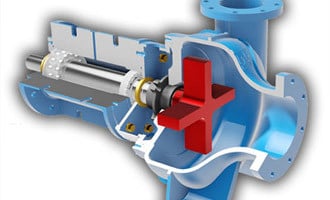
HD (Heavy Duty) Slurry Pumps / Dredge Equipment
Related Products
For assistance Call 619-404-1916 and let us help match your project
with the right pump.