Like many food processing pump applications, the manufacture of sugar from sugar cane incorporates many steps, mostly involving the inclusion of water. This water is often at high temperature in order to separate cane juice from the sugar cane plant. During the course of manufacture, the sugar juice is ultimately formed into crystals, which produces several by-products. However, these products are often difficult to transfer to other points of use. On the other hand, with the use of an EDDY Pump, many of these difficulties can be mitigated due to the EDDY Pump’s non-clog design and ability to pump high solids content.
Like many food processing pump applications, the manufacture of sugar from sugar cane incorporates many steps, mostly involving the inclusion of water. This water is often at high temperature in order to separate cane juice from the sugar cane plant. During the course of manufacture, the sugar juice is ultimately formed into crystals, which produces several by-products. However, these products are often difficult to transfer to other points of use. On the other hand, with the use of an EDDY Pump, many of these difficulties can be mitigated due to the EDDY Pump’s non-clog design and ability to pump high solids content.
Broadly, the sugar production process can be divided into three main activities.
1. Crushing Sugar Cane
The initial crushing phase is where most of the sugar juice is squeezed from the fibers of the foot long long sugar cane sticks, usually in a multi-stage milling operation. At each stage, the juice is consolidated with previous stages then drained into a large mixing tank.
At this point, the cane juice still contains some dirt, cane fiber, and other unessential materials, but easily transferred using low to medium capacity EDDY Pumps.
The leftover cane fiber after separation is transported by conveyor to a furnace for burning. The cane fiber, or “bagasse”, is further dried before entering a furnace. This drying process maximizes the thermal energy of the bagasse in order to create steam for later stages in the sugar milling process. Furnace ash or fly ash, a byproduct of this process, is stockpiled and later pumped away for disposal or combined with another process byproduct. Fly ash pumping is often difficult and costly due to its abrasive nature.
2. Processing of Sugar
The juice collected from the crushed cane is then pumped to a large juice mixing tank, then into a heated tube boiler. Lime is combined with the heated juice at this point and then pumped to a clarifier.
The juice is again easily transferred by either standard centrifugal style pumps or EDDY Pumps. The purpose of the clarifier stage is to separate mud and other impurities from the clean sugar juice.
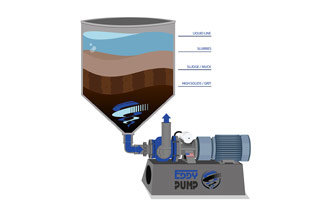
Mud extracted from the clarifier tank enters a rotary vacuum filter before being stockpiled for re-application as a fertilizer on the cane fields. Fly ash from the bagasse combustion process may also be combined at this stage to create mill mud. Mill mud is high in moisture content, quite viscous and forms with a low angle of repose and it is used extensively in the cane field as a natural fertilizer. Due to the difficulty to handle the mill mud, an EDDY Pump slurry pump would be an ideal solution due to its ability to pump high solids and highly viscous material with much high efficiency.
The consistency of the mill mud makes it unsuitable for common centrifugal pump transfer methods and to date the EDDY Pump system has been the among the most efficient of pump loading methods. Distribution of the mill mud over the cane field is usually performed with a specially adapted road truck fitted with a rotating paddle at the rear of the truck.
 Continuing the sugar process, the clear cane juice is pumped from the clarifier to a series of steam evaporators designed to remove water content of the juice, producing a heavy and sticky liquid called “sugar liquor”. This material is then transferred to a vacuum pan where the heavy liquor is re-combined with a crystallized sugar called “massecuite”, a material of low moisture and low fluidity. This massecuite combines with the sugar crystals in a large centrifuge where it is mixed with an additional quantity of water to help separate the sugar crystals from the sugar liquor, much like a washing machine spin function, converting the liquid to molasses. The molasses is then transferred to storage vats, where it may be used for combining with cattle feed or to be used in the process of making rum and other alcohol-based products.
Continuing the sugar process, the clear cane juice is pumped from the clarifier to a series of steam evaporators designed to remove water content of the juice, producing a heavy and sticky liquid called “sugar liquor”. This material is then transferred to a vacuum pan where the heavy liquor is re-combined with a crystallized sugar called “massecuite”, a material of low moisture and low fluidity. This massecuite combines with the sugar crystals in a large centrifuge where it is mixed with an additional quantity of water to help separate the sugar crystals from the sugar liquor, much like a washing machine spin function, converting the liquid to molasses. The molasses is then transferred to storage vats, where it may be used for combining with cattle feed or to be used in the process of making rum and other alcohol-based products.
Molasses is also a difficult material to pump by conventional means but the application of heat has proven in some instances to make the material more fluid and able to be pumped easier by employing the use of a heavy duty EDDY Pump solution.
3. Storage & Transport
The remaining sugar crystals are then transferred to a rotary drier, usually by means of conveyor then transferred again to a storage facility for bulk or bag loading to ships, or transported to special sugar road trucks for further processing.
Looking for more information on sugar processing pumps?

Summary:
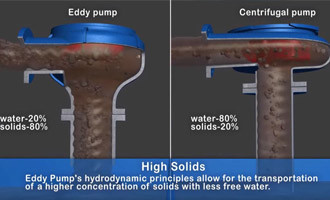
As the sugar juice process is high in water solution, the current method of fluid transfer using centrifugal pumps seems to be satisfactory. However, some of the by-products produced in the manufacturing process may be suited to transfer using an aggressive and particle tolerant means of pumping such as the EDDY Pump line of slurry and process pumps.
Mill mud and fly ash are two by-product materials that may be a suitable EDDY Pump application, whilst the transfer of molasses concentrate and also when combined with cattle feed may also provide suitable applications for the use of EDDY Pumps.
An additional application may be realized when loading and unloading bulk sugar to the holds of ocean vessels. The common practice is to use a feeder pump drawing sugar crystals from an inclined conveyor directing the feed to those parts of the ship’s hold as required. However, many importing countries (often third world economies) still use a clamshell bucket on a jib crane boom to unload. This method of unloading, while not in any way universal, is quite slow and laborious and prone to losses resulting from poor loading/unloading practices.
Related Products
HD (Heavy Duty) Slurry Pumps
Why EDDY Pumps Are Better – Highlights

This video shows how EDDY Pump transports high slurry and abrasive materials. Featured dredge pump equipment includes the Remote Operated Subdredge, Diver Operated Pump and a Excavator Attachment Dredge Pump.